15
Tables 12.98
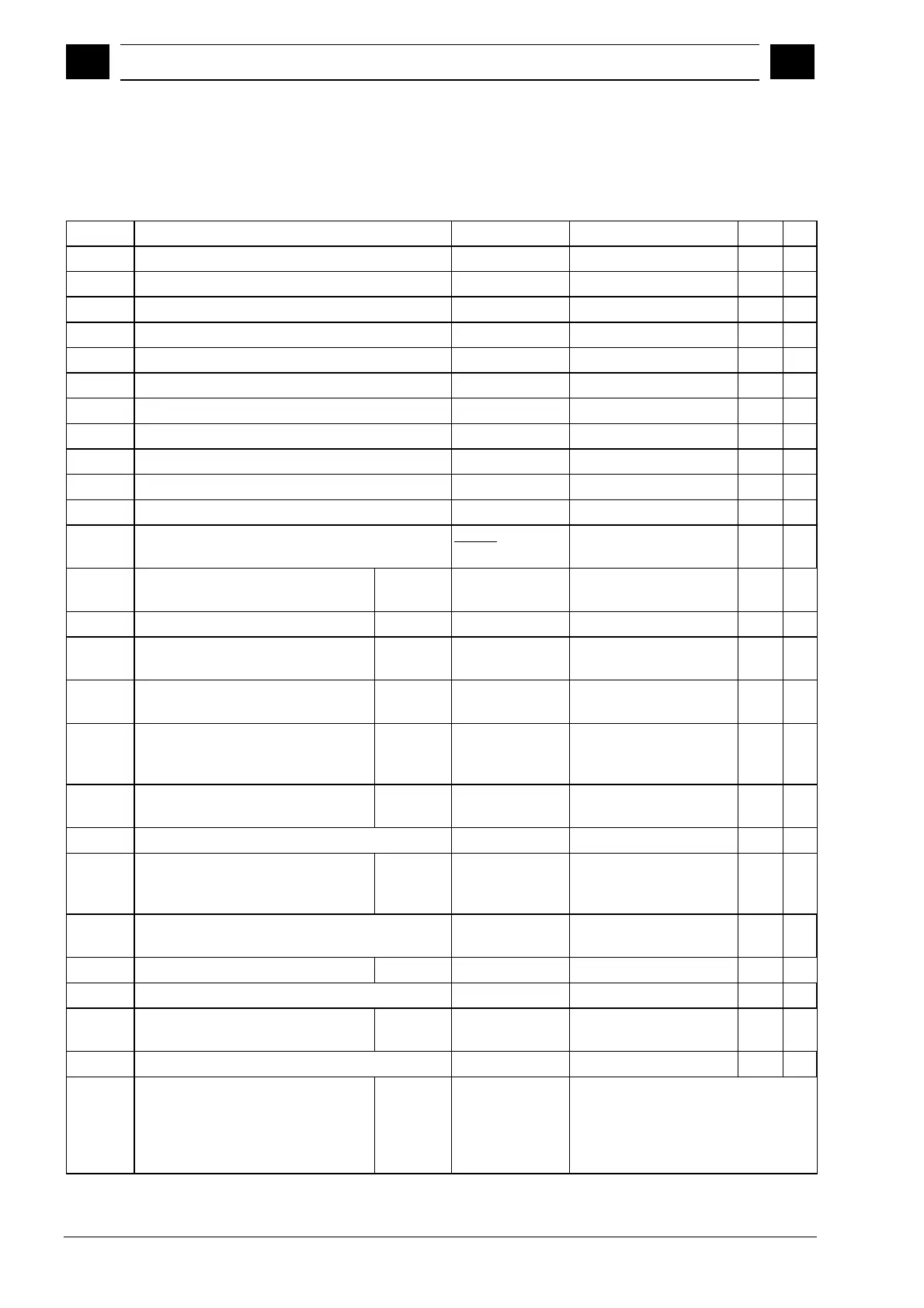
15.1 List of instructions
15
Siemens AG 2000. All rights reserved
15-498
SINUMERIK 840D/840Di/810D/FM-NC Programming Guide Advanced (PGA) – 04.00 Edition
M1
10
Optional stop
M2
10
Program end, main program with reset to program start
M3 Clockwise spindle rotation for master spindle
M4 Counter-clockwise spindle rotation for master spindle
M5 Spindle stop for master spindle
M6 Tool change
M17
10
End of subprogram
M19 Spindle positions
M30
10
Program end, as for M2
M40 Automatic gear change
M41... M45 Gear stage 1, ..., 5
M70 Transition to axis operation
MCALL Modal subprogram call Without subprogram
name: Deselection
MEAC Continuous measurement without
deletion of distance-to-go
Integer,
without sign
s
MEAFRAME
Frame calculation from measuring points FRAME
MEAS Measurement with touch trigger probe
(measure)
Integer,
without sign
s
MEASA Measurement with deletion of distance-to-
go
s
MEAW Measurement with touch trigger probe
without deletion of distance-to-go
(measure without deleting distance-to-go)
Integer,
without sign
s
MEAWA Measurement without deletion of
distance-to-go
s
MI Access to frame data: Mirroring
MINDEX Define index of character in input string 0, ...,
INT
String: Parameter
1, character:
Parameter 2
MIRROR Programmable mirror MIRROR X0 Y0 Z0
; separate block
s3
MMC Command to MMC command interpreter STRING
MOD Modulo division
MOV Start positioning axis
(start moving positioning axis)
Real
MSG Programmable messages MSG("message") m
N Subblock number 0, ...,
9999 9999
integer
values only,
no sign
Can be used to
identify blocks with
a number; position
at beginning of
block
E.g. N20

 Loading...
Loading...


























