ensation
7
© Siemens AG, 2002. All rights reserved
7-140 SINUMERIK 840D/810D Operator's Guide ManualTurn (BAM) – 08.02 Edition
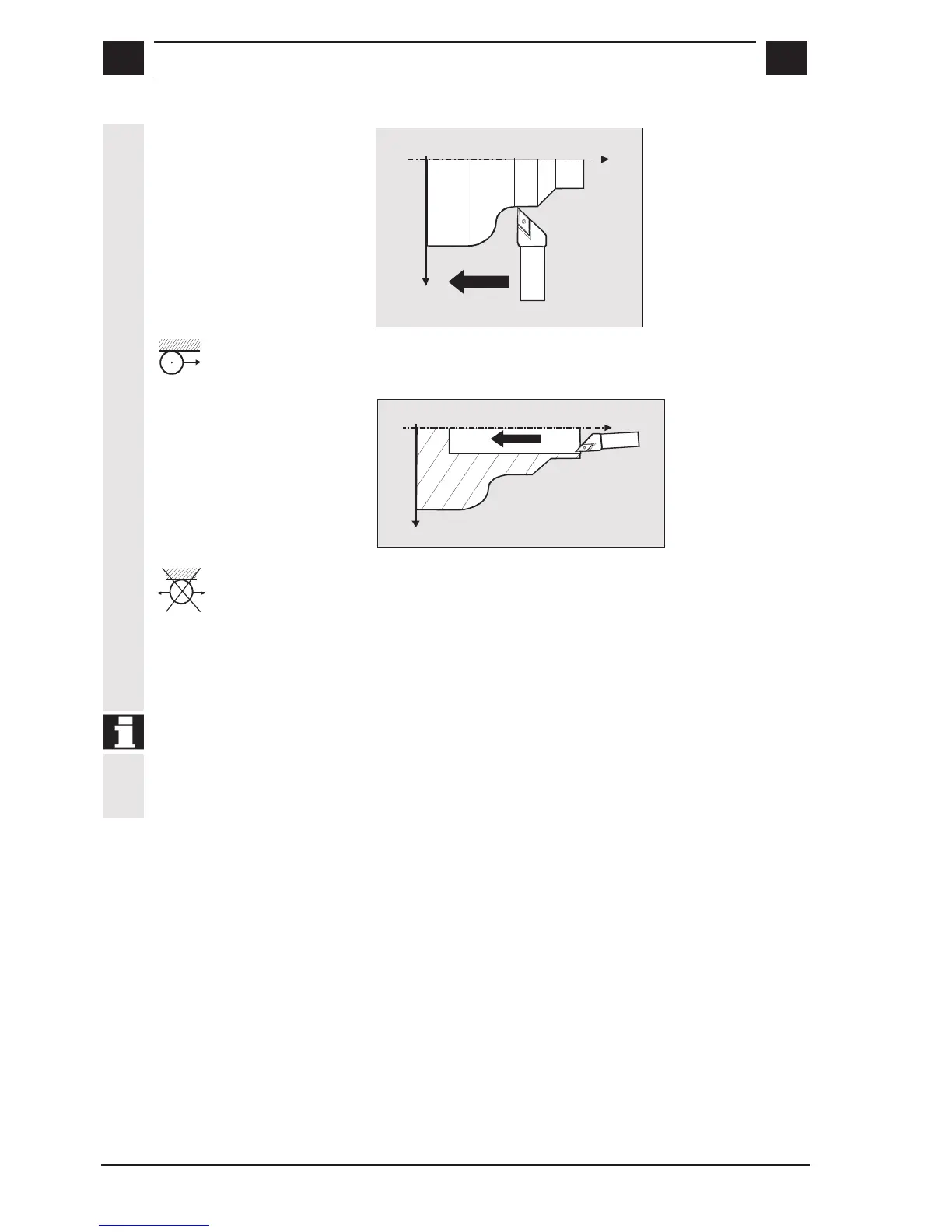
Example: External machining
Z
X
Activate tool nose radius compensation, tool operates in the
direction of machining (arrow) right of the contour
Example: Internal machining
X
Z
Deactivate tool nose radius compensation
You can deselect tool nose radius compensation both left and right
of the contour with "Deactivate tool nose radius compensation".
The tool nose radius is then ignored. To ensure collision-free travel
deactivate the tool nose radius compensation for travel outside the
workpiece contour (e.g. when retracting the tool).
Notes
• The tool nose radius compensation is taken into account in CYCLE
(with exception of "Drilling" and "Thread" cycles), STOCK
REMOVAL and CONTOUR modes.
• A linear block must always follow a tool nose radius compensation
selection or deselection command.

 Loading...
Loading...


























