ensation
7
© Siemens AG, 2002. All rights reserved
SINUMERIK 840D/810D Operator's Guide ManualTurn (BAM) – 08.02 Edition 7-139
7.9 Tool nose radius compensation
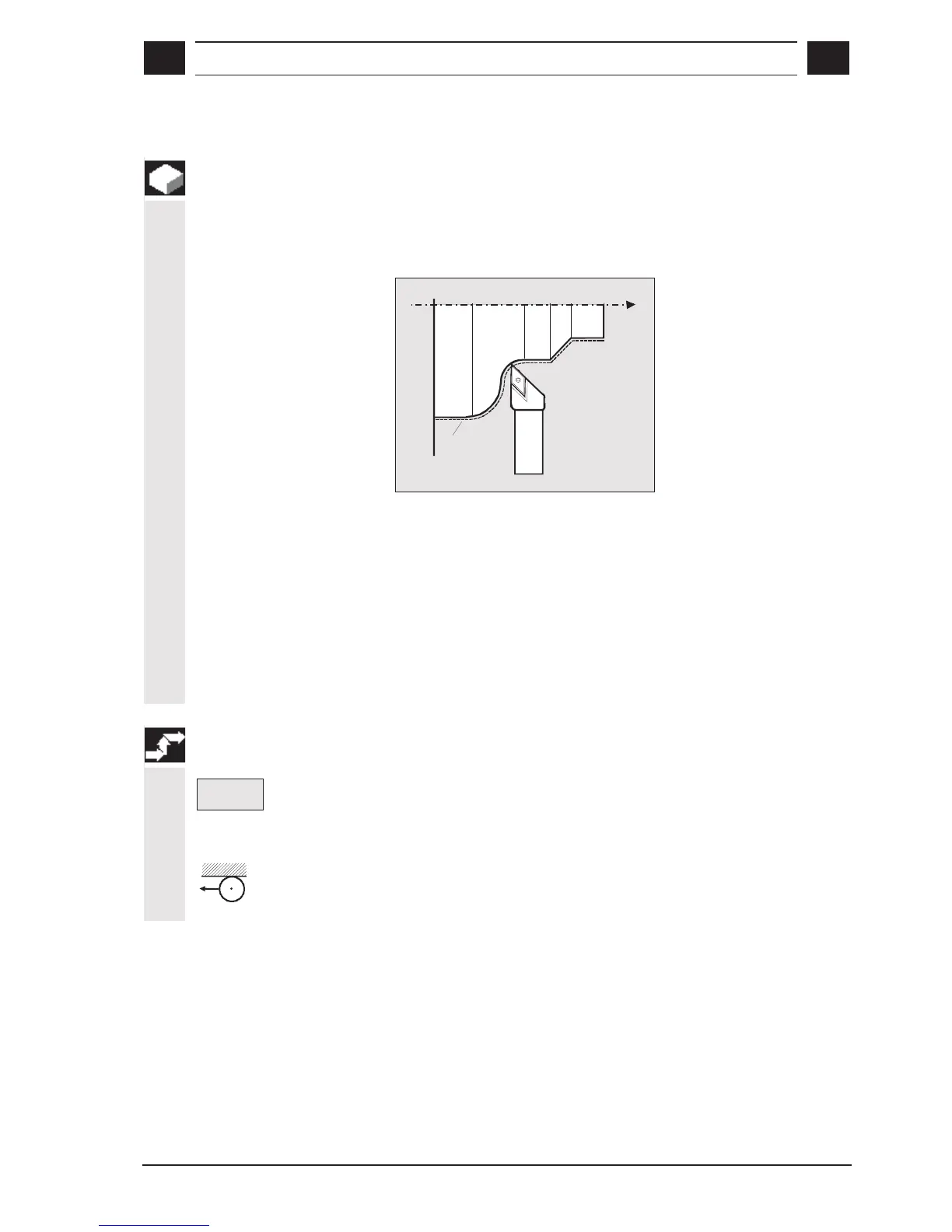
Function
When tool nose radius compensation is active, the control
automatically calculates the required equidistant tool paths to the
programmed contour for the current cutting radius R.
Equidistant
X
Z
The control requires the following information to calculate the tool
paths:
• The tool compensation data (length X, length Z, tool nose radius R,
tool point direction). The distance between the tool path and the
workpiece contour is calculated from the tool nose radius and the
tool point direction.
• The control recognizes the direction in which the tool path is to be
moved from the machining direction.
Sequence of operations
Special
functions
The tool nose radius compensation function can be found in the
special functions menu in the basic soft key menu in PROGRAM
mode.
Activate tool nose radius compensation, tool operates in the
direction of machining (arrow) left of the contour

 Loading...
Loading...


























