oints
3
© Siemens AG, 2002. All rights reserved
3-42 SINUMERIK 840D/810D Operator's Guide ManualTurn (BAM) – 08.02 Edition
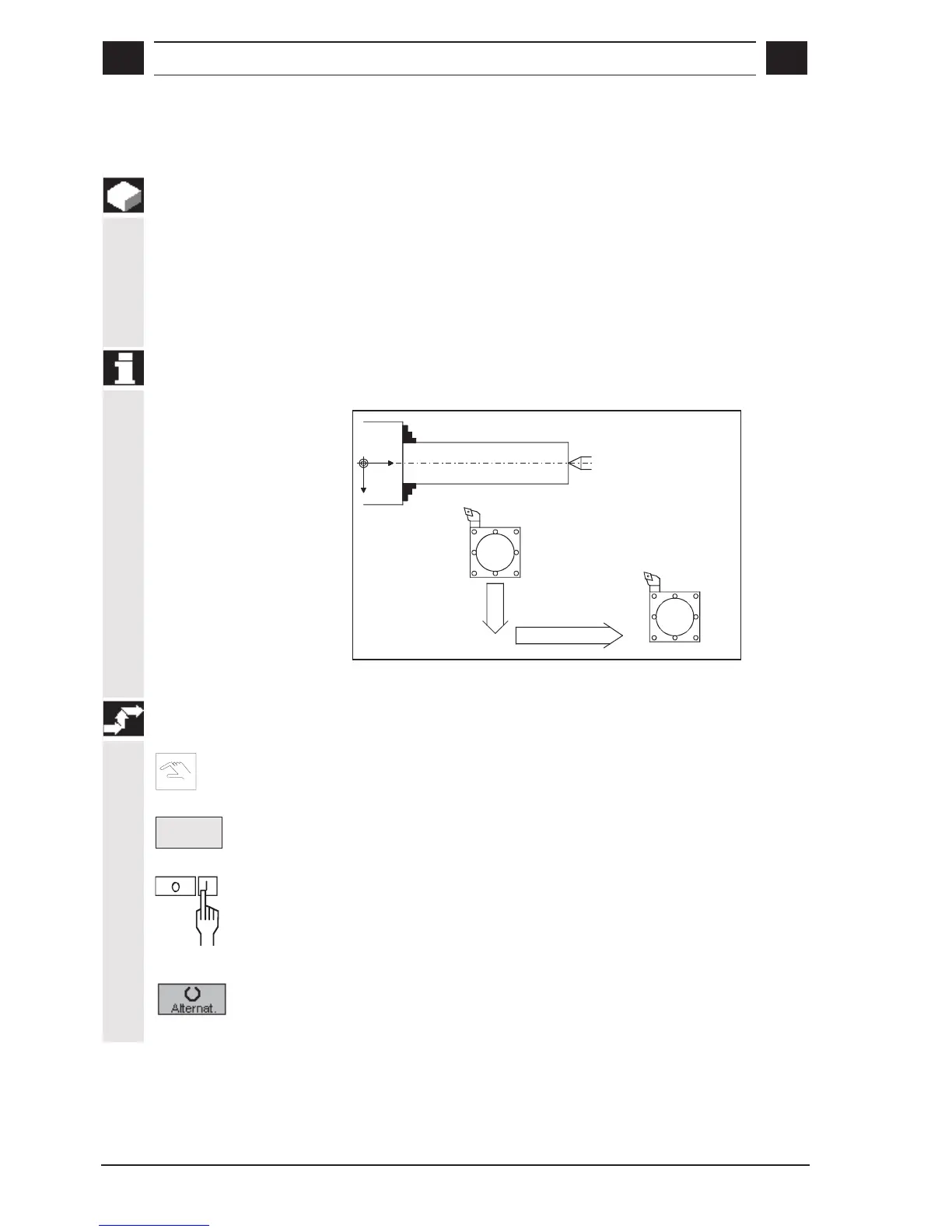
3.1 Approach reference points
Function
The axes will need to be referenced depending on how the turning
machine is configured and the requirements of the application. For this
purpose, the axes are traversed to a certain position that the control
system recognizes. After the axes have been referenced, the control
knows the position of the machine working point.
Any previously set reference points are re-approached when the
control is switched on again.
X+
Z+
Sequence of operations
Select MANUAL mode (via soft key or operating mode switch)
Ref.
point
Select soft key labeled "Ref. point"
Activate reference point approach for X axis by pressing NC Start key
Select parameter "Z ref. pnt" by means of soft key labeled "Alternat."

 Loading...
Loading...


























