7
© Siemens AG, 2002. All rights reserved
7-146 SINUMERIK 840D/810D Operator's Guide ManualTurn (BAM) – 08.02 Edition
7.10.5 Editing program blocks
Function
Simple contour elements and turning cycles can either be inserted into
the parts program in the "Current block" window in all modes (except
MANUAL) or in the G code editor in PROGRAM mode.
Sequence of operations
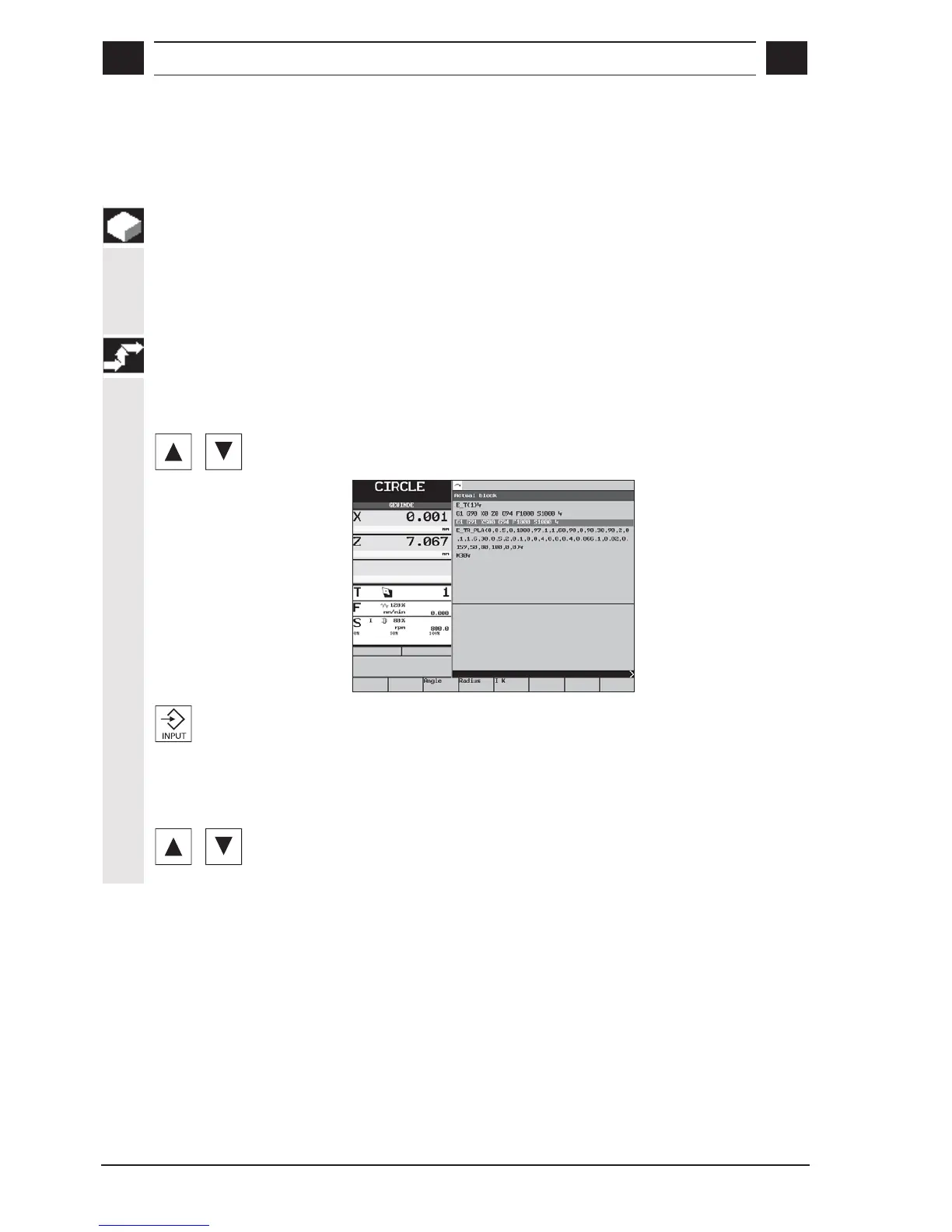
Current block
Precondition
A parts program is loaded in the "Current block" window.
Position the cursor on the block you would like to modify.
Press the "Input" key. The associated ManualTurn input screenform is
overlaid.
G code editor
Precondition
A parts program is loaded in the "G code editor".
In the parts program, select the block which is to be changed (here a
thread undercut to DIN 76).

 Loading...
Loading...


























