9
© Siemens AG, 2002. All rights reserved
SINUMERIK 840D/810D Operator's Guide ManualTurn (BAM) – 08.02 Edition 9-157
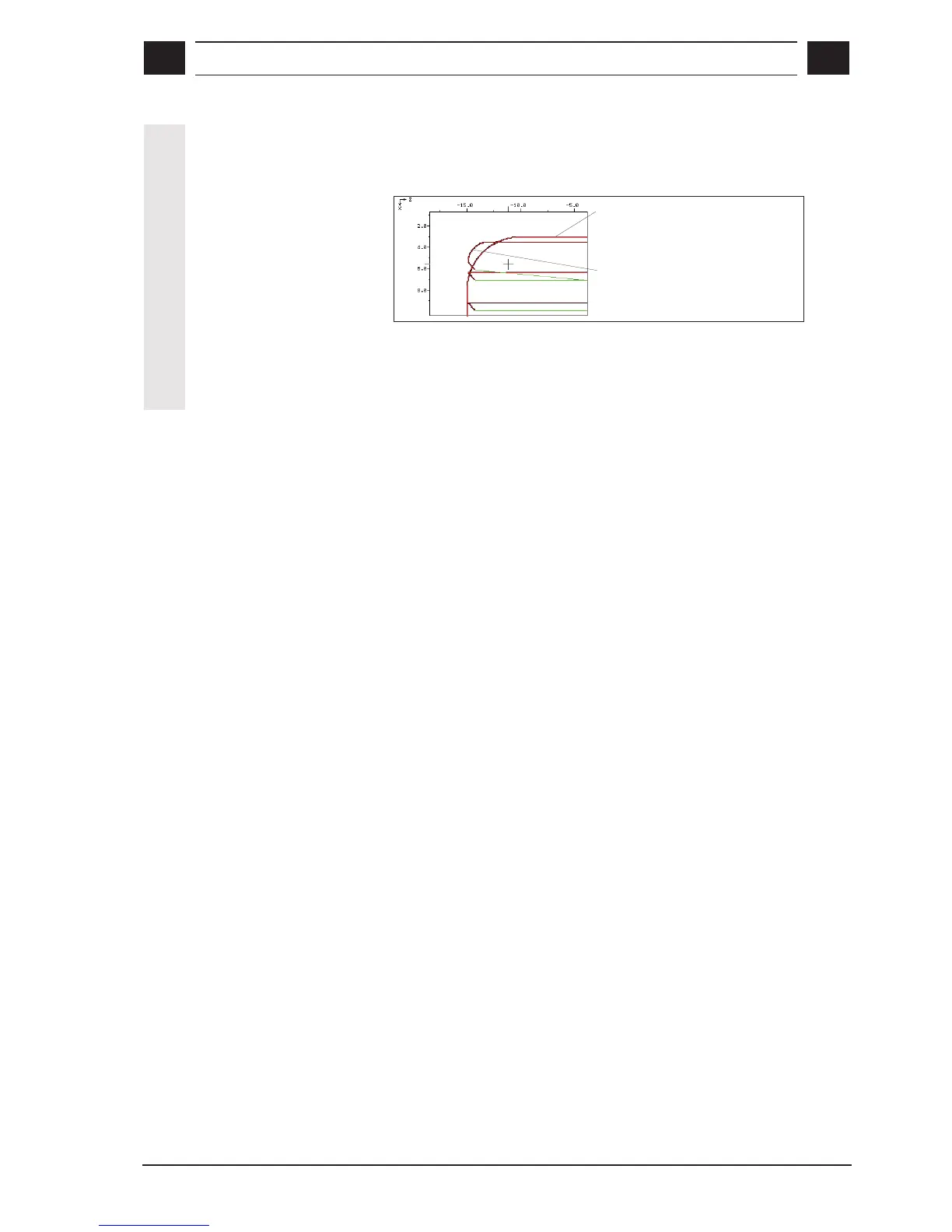
Finishing is always performed with tool nose radius compensation.
The tool path in the broken-line graphics is equivalent to the point of
contact between the tool nose and the contour.
Desired contour and simultaneous
tool path when finishing
Deviating tool path when
roughing
Moreover, the graphic display of the tool path may differ from the real
tool path on the machine on selection or deselection of tool nose
radius compensation.

 Loading...
Loading...


























