cles in CYCLE mode
5
© Siemens AG, 2002. All rights reserved
5-86 SINUMERIK 840D/810D Operator's Guide ManualTurn (BAM) – 08.02 Edition
Parameter for multiple thread
Q (alternative)
Selection of parameters via Q and soft key "Alternat.".
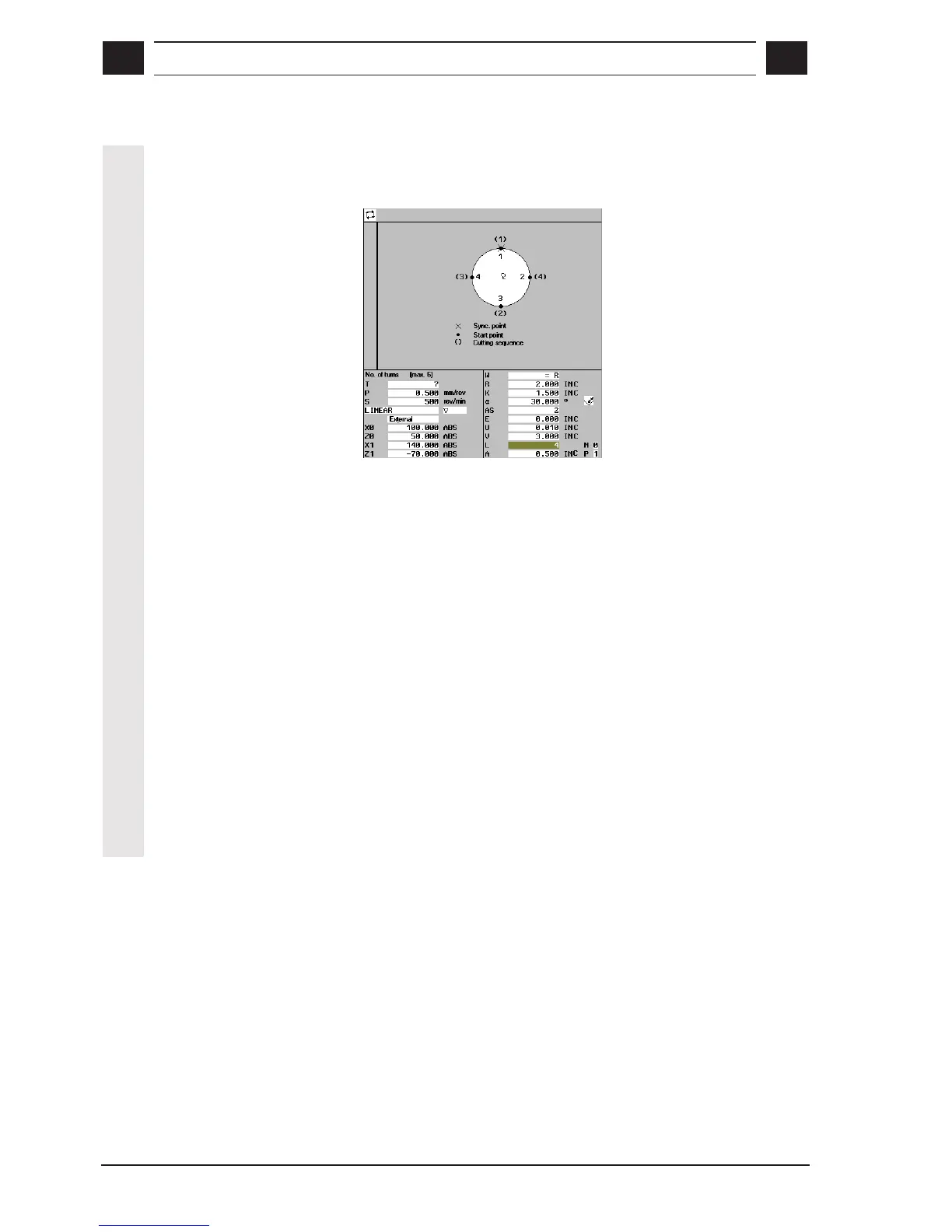
Example showing how to
parameterize a multi-turn
thread
L
Number of turns (max. 6)
The number of threads for a multiple-start thread is set in para-
meter L.
The threads are evenly distributed along the circumference of the
turned part; the 1st thread start is always at 0°.
Should you require a multi-turn thread with a different start point on
the circumference, then the cycle must be called individually for each
thread when the appropriate starting point offset
Q is programmed.
N
1 of L turns.
• Machine all thread starts: Value = 0
• Machine only this thread start: Value = 1 ... L
P
First turn P = 1 ... L
If P > 1, the threads that to be machined beforehand are omitted!
A
Turn-change depth (enter without sign)
In the case of deep threads, specify the infeed depth of the thread
before each thread change with A. If the depth at which turn changes
is to be ignored, simply enter 0.

 Loading...
Loading...


























