Programming Motion Commands
4.6 Circular interpolation with center point and end point (G2/G3, I=, J=, K=AC...)
Fundamentals
4-20 Programming Manual, 10.2004 Edition, 6FC5 298-7AB00-0BP1
4.6 Circular interpolation with center point and end point (G2/G3, I=, J=,
K=AC...)
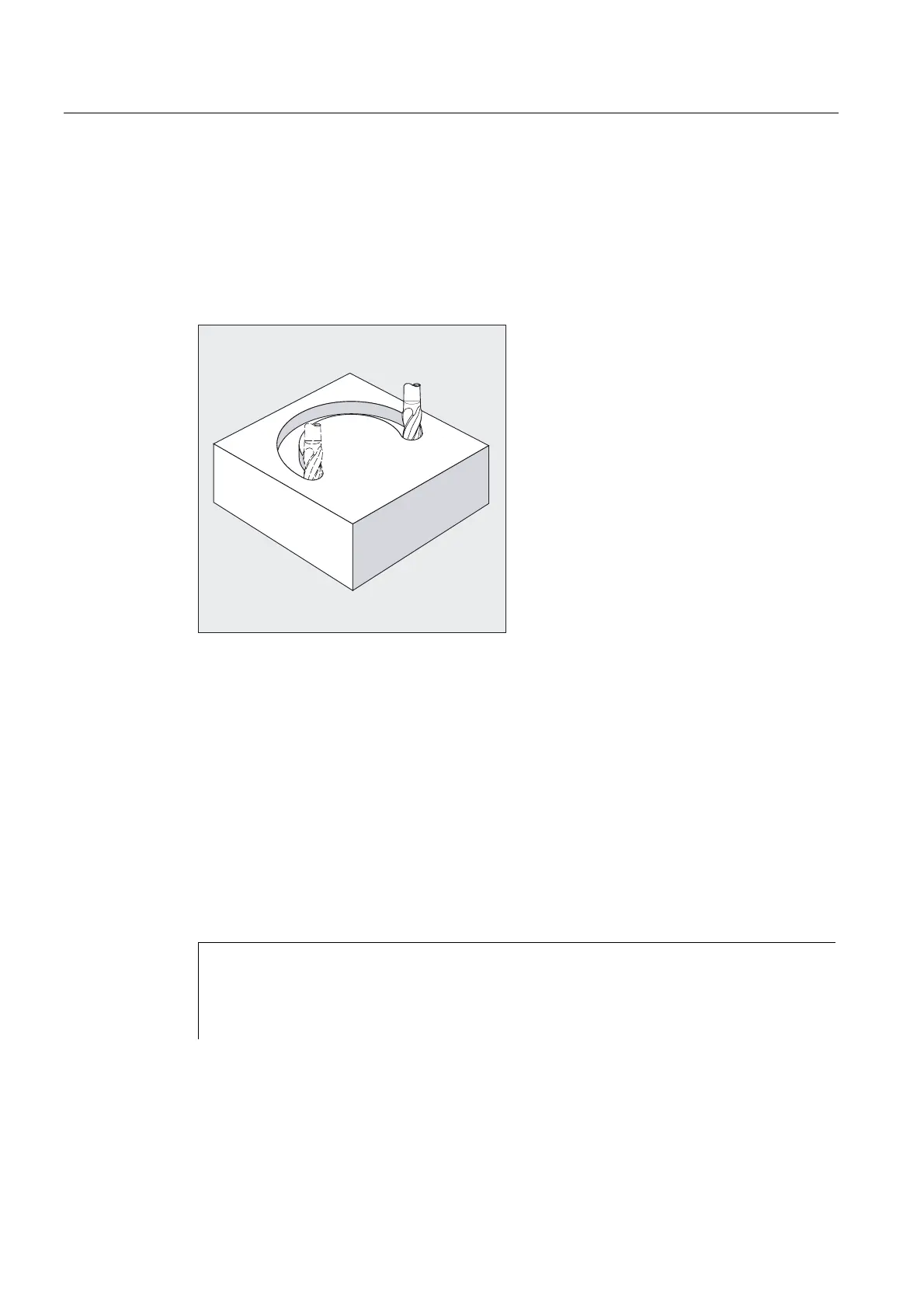
Function
Circular interpolation enables machining of full circles or arcs.
The circular movement is described by:
• The end point in Cartesian coordinates X, Y, Z and
• the circle center point at addresses I, J, K.
If the circle is programmed with a center point but no end point, the result is a full circle.
Programming
G2/G3 X… Y… Z… I… J… K…
Or
G2/G3 X… Y… Z… I=AC(…) J=AC(…) K=(AC…)
Parameters
G2 Circular interpolation clockwise
G3 Circular interpolation counterclockwise
X Y Z End point in Cartesian coordinates
I Coordinates of the circle center point in the X direction
J Coordinates of the circle center point in the Y direction
K Coordinates of the circle center point in the Z direction
=AC(…) Absolute dimensions (non-modal)
 Loading...
Loading...











