Programming Motion Commands
4.18 Tapping with compensating chuck (G63)
Fundamentals
Programming Manual, 10.2004 Edition, 6FC5 298-7AB00-0BP1
4-59
Note
Both functions G331/G332 are modal.
After G332 (retraction), the next thread can be tapped with G331.
Equipment required: position-controlled spindle with position measurement system.
The spindle must be prepared for tapping with SPOS/SPOSA. It does not work in axis
operation, but as a position-controlled spindle, see section Feed control and spindle
movement, "Position-controlled spindle operation".
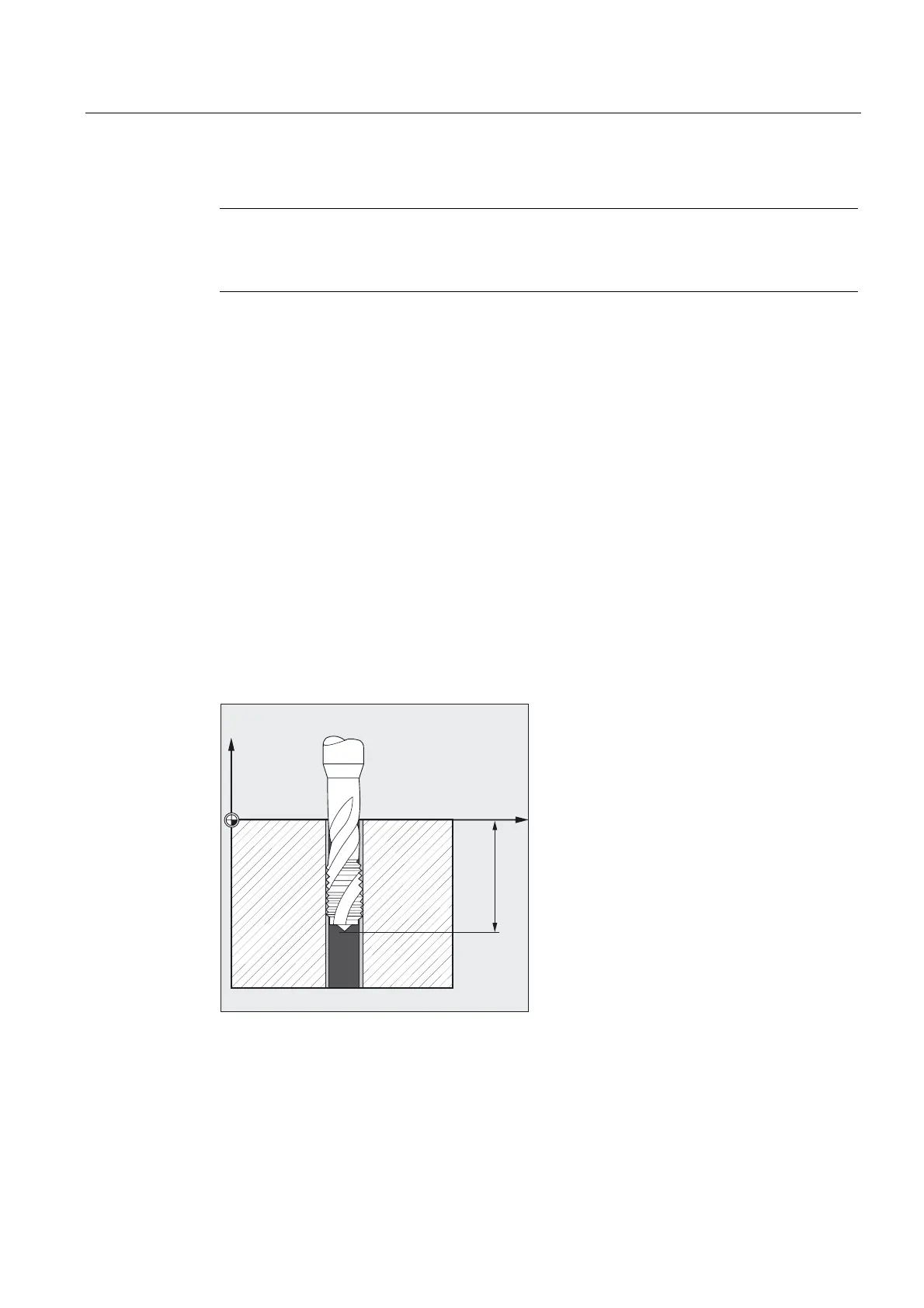
4.18 Tapping with compensating chuck (G63)
Function
You can use G63 to tap threads with compensating chuck. The following are programmed:
• Drilling depth in Cartesian coordinates
• Spindle speed and spindle direction
• Feed
The chuck compensates for any deviations occurring in the path.
;
=
Retraction movement
Also programmed with G63, but with the reverse direction of spindle rotation.
Programming
G63 X… Y… Z …
 Loading...
Loading...











