Feedrate Control and Spindle Motion
7.11 Feedrate optimization for curved path sections (CFTCP, CFC, CFIN)
Fundamentals
7-32 Programming Manual, 10.2004 Edition, 6FC5 298-7AB00-0BP1
7.11 Feedrate optimization for curved path sections (CFTCP, CFC, CFIN)
Function
The programmed feedrate initially refers to the cutter center path when the G41/G42
override is activated for the cutter radius (cf. chapter "Frames").
When you mill a circle – the same applies to polynomial and spline interpolation – the extent
of the change in feedrate at the cutter edge is such that it can have a considerable effect on
the quality of the machined part.
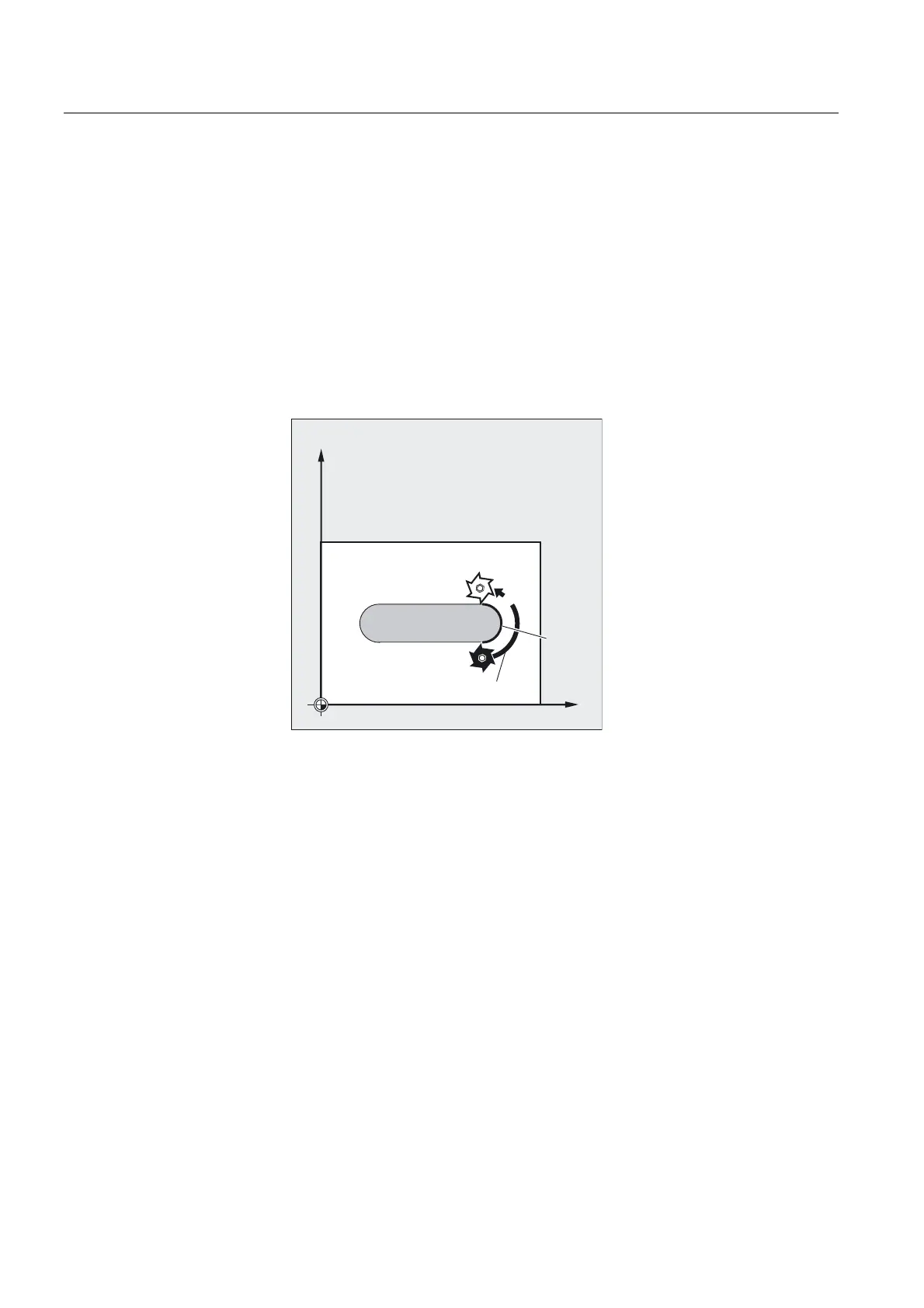
Example: you are milling a small external radius with a large tool. The path that the outside
of the cutter needs to cover is much longer than the path along the contour.
7RROSDWK
&RQWRXU
You therefore work with a very small feedrate on the contour. In order to avoid effects like
this, you should regulate the feedrate for curved contours accordingly.
Programming
CFTCP Constant feedrate on cutter center-point path, deactivate feedrate override
Or
CFC Constant feedrate only on contour
Or
CFIN Constant feedrate only on inside radii, no increment at outer radii
 Loading...
Loading...











