Fundamentals
Programming Manual, 10.2004 Edition, 6FC5 298-7AB00-0BP1
7-1
Feedrate Control and Spindle Motion
7
7.1 Feedrate (G93, G94, G95 or F..., FGROUP, FGREF)
Function
You can use the above commands to set the feedrates in the NC program for all axes
participating in the machining sequence.
;
<
)
0RYHPHQWRQ<
0RYHPHQWRQ;
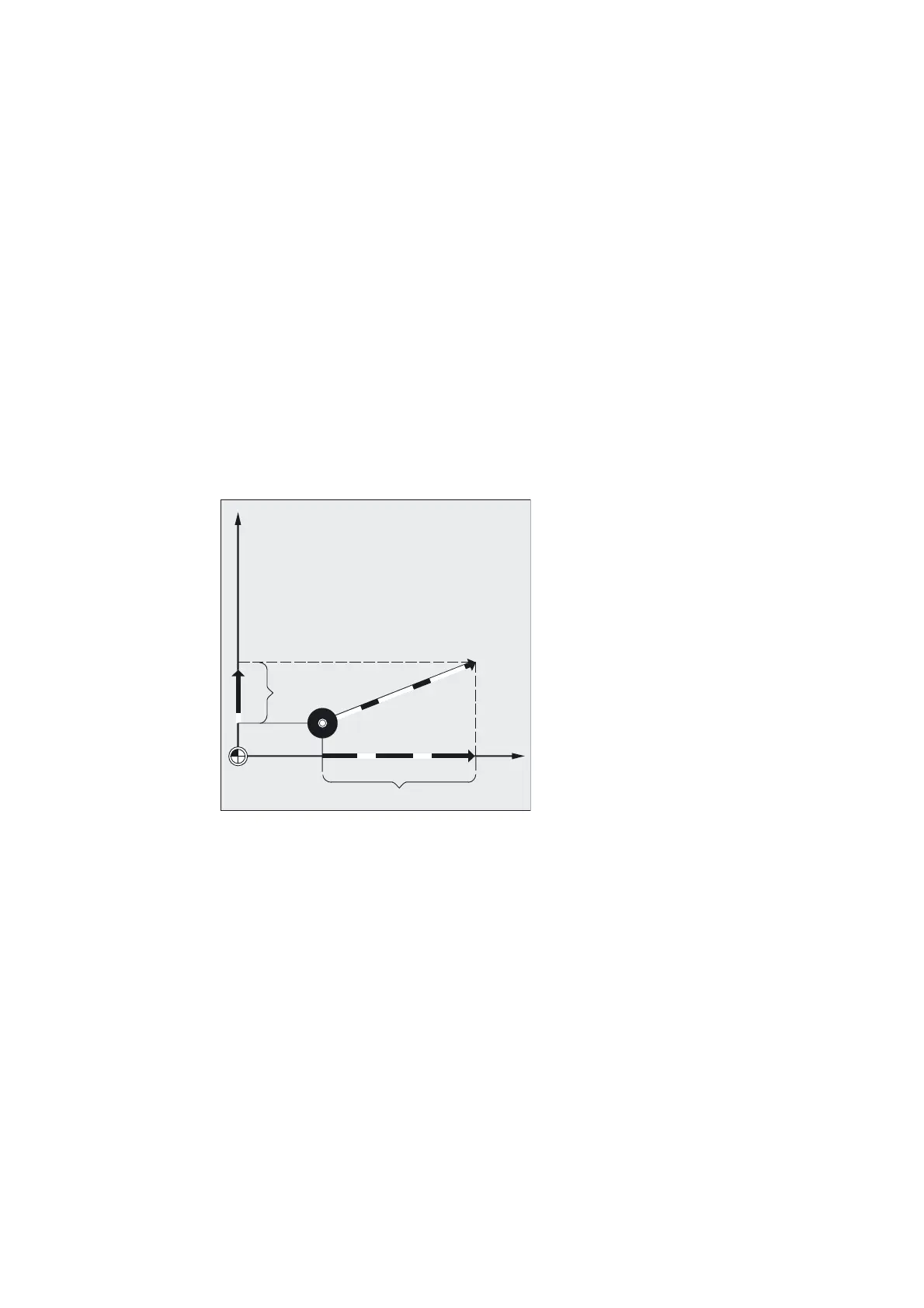
The path feedrate is generally composed of the individual speed components of all geometry
axes participating in the movement and refers to the center point of the cutter or the tip of the
turning tool.
The following feedrate types can be programmed:
• Path feedrate with G commands G93, G94, G95 on axes participating in movement
• Feedrate F for path axes
• Feedrate F for synchronized axes
• Feedrate F applies to all axes programmed under FGROUP
• Feedrate for synchronized-/path axes with limit speed FL
 Loading...
Loading...











