Tool offsets
8.2 List of tool types
Fundamentals
Programming Manual, 10.2004 Edition, 6FC5 298-7AB00-0BP1
8-5
Note
The compensation value of the tool length depends on the spatial orientation of the tool. See
also chapter "Tool orientation and tool length compensation" for more information.
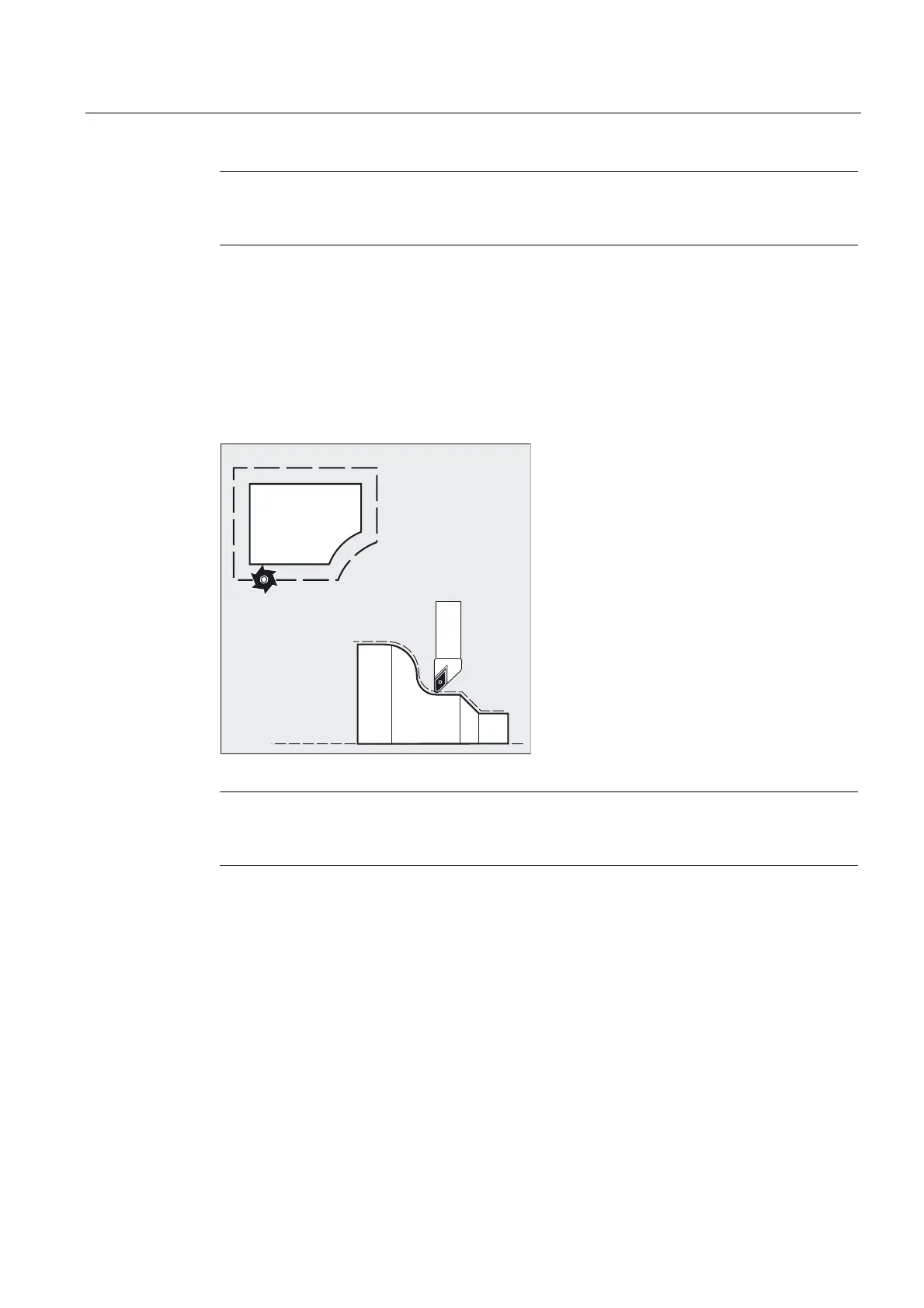
Tool radius compensation
The contour and tool path are not identical. The cutter or tool nose radius center must travel
along a path that is equidistant from the contour. To do this, the programmed tool center
point path is displaced by an amount that depends on the radius and the direction of
machining and such that the tool nose travels exactly along the desired contour.
The control fetches the required radii during program execution and calculates the tool path
from these values.
(TXLGLVWDQWSDWK
(TXLGLVWDQWSDWK
Notice
The tool radius compensation acts according to default setting CUT2D or CUT2DF. You will
find more information later in this chapter.
8.2 List of tool types
Codings of tool types
The individually coded tool types are divided up into the following groups depending on the
technology used:
1. Group with type 1xy milling tools
2. Group with type 2xy drills
 Loading...
Loading...











