Feedrate Control and Spindle Motion
7.5 Milling on turned parts (TRANSMIT)
Fundamentals
Programming Manual, 10.2004 Edition, 6FC5 298-7AB00-0BP1
7-19
=
; ;
There is no difference between DC and AC dimensioning. In both cases, rotation continues
in the direction selected by M3/M4 until the absolute end position is reached. With ACN and
ACP, deceleration takes place if necessary, and the appropriate approach direction is
followed. With IC, the spindle rotates additionally to the specified value starting at the current
spindle position.
When M3 or M4 is active, the spindle decelerates if necessary, and accelerates in the
programmed direction of rotation.
Position a spindle from standstill (M5)
The exact programmed distance is traversed from standstill (M5).
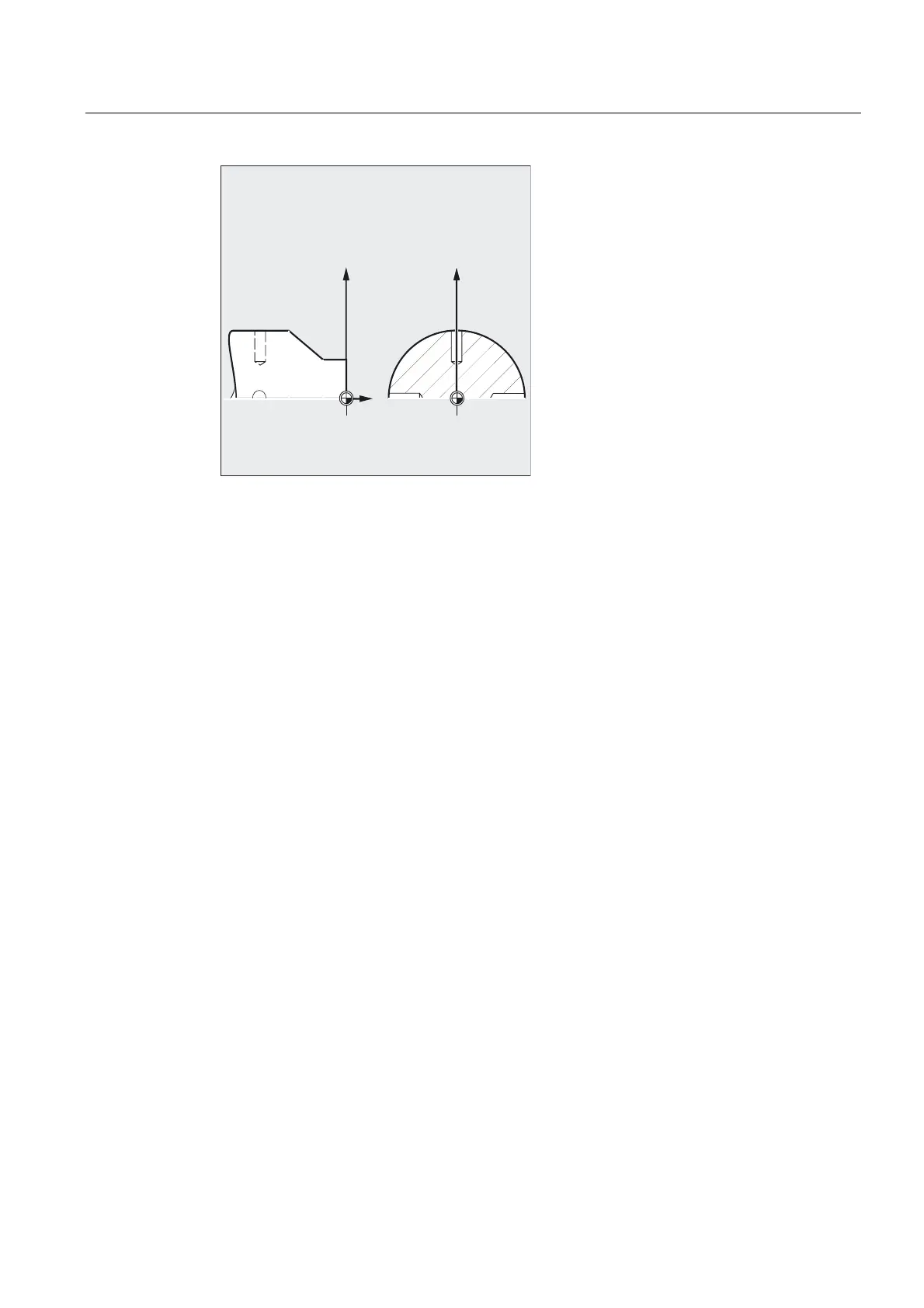
7.5 Milling on turned parts (TRANSMIT)
Function
The TRANSMIT function enables the following:
• Face machining on turned parts in the turning clamp (drill-holes, contours).
• A cartesian coordinate system can be used to program these machining operations.
• The control maps the programmed traversing movements of the Cartesian coordinate
system onto the traversing movements of the real machine axes (standard situation):
– Rotary axis
– Infeed axis perpendicular to rotary axis
– Longitudinal axis parallel to rotary axis (the linear axes are located vertically above
each other).
• A tool center offset relative to the turning center is permitted.
• The velocity control makes allowance for the limits defined for the rotations.
 Loading...
Loading...











