Feedrate Control and Spindle Motion
7.1 Feedrate (G93, G94, G95 or F..., FGROUP, FGREF)
Fundamentals
7-4 Programming Manual, 10.2004 Edition, 6FC5 298-7AB00-0BP1
;
<
=
<
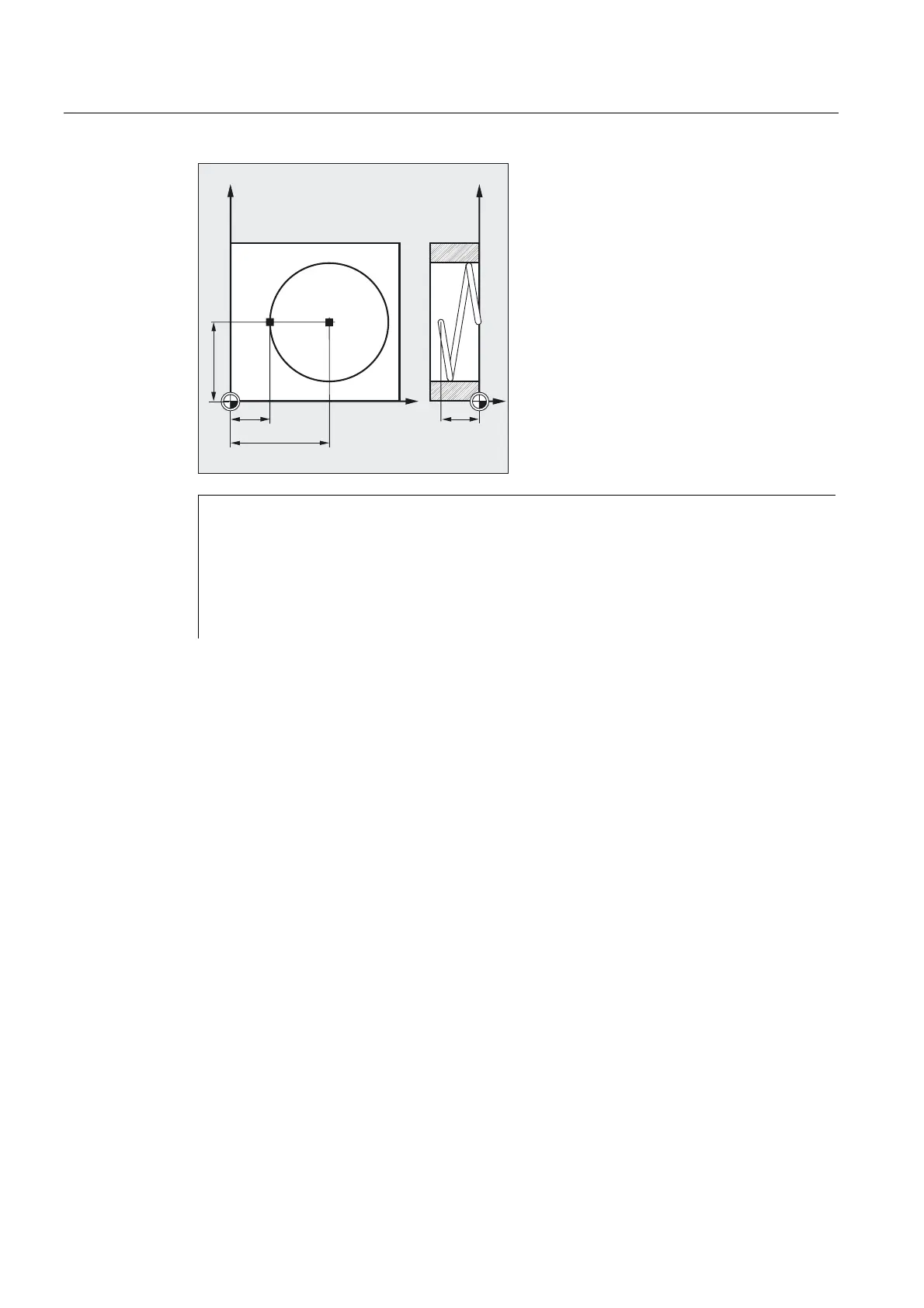
N10 G17 G94 G1 Z0 F500 ;Tool infeed
N20 X10 Y20 ;Approach start position
N25 FGROUP(X, Y) ;Axes X/Y are path axes, Z is a
;synchronized axis
N30 G2 X10 Y20 Z-15 I15 J0 F1000
FL[Z]=200
;On the circular path, the feedrate is1000
mm/min.
;Traversing in the Z direction is synchronized.
...
N100 FL[Z]=$MA_AX_VELO_LIMIT[0,Z] ;The limit velocity is deselected
;when the velocity
;value is read from the MD.
N110 M30 ;End of program
Feedrate G93, G94, G95
All of the commands are modal. If the G feedrate command is switched between G93, G94
or G95 the path feedrate must be reprogrammed. The feedrate can also be specified in
deg/rev when machining with rotary axes.
Feedrate F for path axes
The feedrate is specified with address F. Depending on the default setting in the machine
data, the units of measurement specified with the G commands are either in mm or inch.
One F value can be programmed per NC block. The unit for the feedrate is defined in one of
the above G commands. The feed F acts only on path axes and remains active until a new
feedrate is programmed. Separators are permitted after address F.
Example: F100 or F 100 or F.5 or F=2*FEED
 Loading...
Loading...











