Feedrate Control and Spindle Motion
7.1 Feedrate (G93, G94, G95 or F..., FGROUP, FGREF)
Fundamentals
Programming Manual, 10.2004 Edition, 6FC5 298-7AB00-0BP1
7-7
Unit of measurement for synchronized axes with limit speed FL
The unit of measurement set for F by G command (G70/G71) also applies to FL. If FL is not
programmed, rapid traverse velocity is used. FL is deselected by assignment to MD
$MA_AX_VELO_LIMIT.
Unit of measurement for rotary and linear axes
For linear and rotary axes, which are combined with FGROUP and traverse a path together,
the feed is interpreted in the unit of measurement of the linear axes. Depending on the
default for G94/G95: mm/min or inch/min and mm/rev or inch/rev.
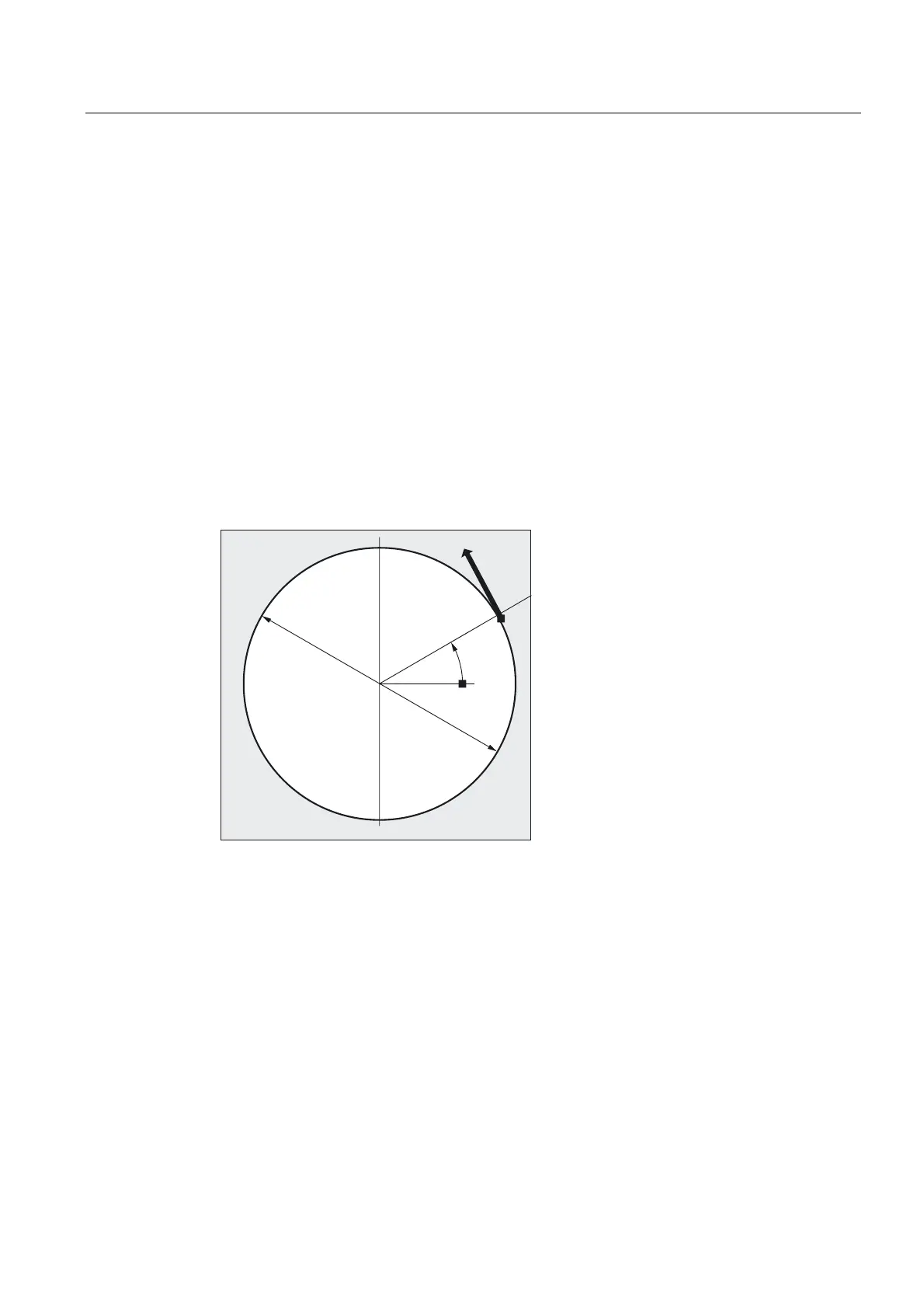
The tangential velocity of the rotary axis in mm/min or inch/min is calculated according to the
following formula:
F[mm/min] = F'[degrees/min] * π * D[mm]/360[degrees]
F: Tangential velocity
F': Angular velocity
π: Circle constant
D: Diameter
D
F
F'
Traverse rotary axes with path velocity F, FGREF
For machining operations, in which the tool or the workpiece or both are moved by a rotary
axis, the effective machining feedrate is to be interpreted as a path feed in the usual way by
reference to the F value. This requires the specification of an effective radius (reference
radius) FGREF for each of the rotary axes involved.
The unit of the reference radius depends on the G70/G71/G700/G710 setting.
All axes involved must be included in the FGROUP command, as before, in order to be
evaluated in the calculation of the path feed.
 Loading...
Loading...











