Feedrate Control and Spindle Motion
7.4 Positioning spindles (position-controlled axis operation) (SPOS, M19 and SPOSA)
Fundamentals
7-16 Programming Manual, 10.2004 Edition, 6FC5 298-7AB00-0BP1
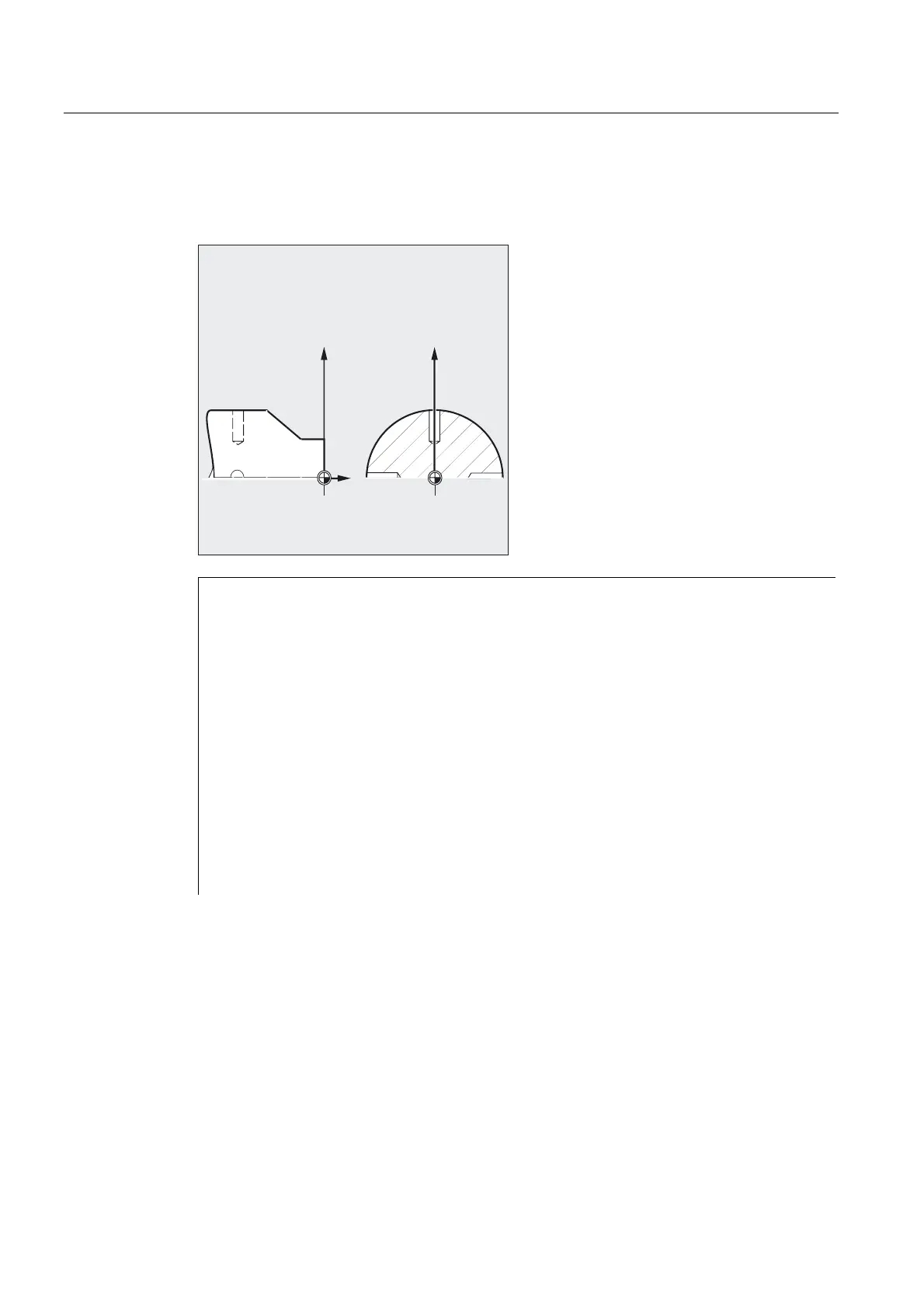
Example of drilling cross holes in turned part
Cross holes are to be drilled in this turned part. The running drive spindle (master spindle) is
stopped at zero degrees and then successively turned through 90°, stopped and so on.
=
; ;
....
N110 S2=1000 M2=3 ;Switch on cross drilling attachment
N120 SPOSA=DC(0)
;Position main spindle directly at 0°,
;the program will advance to the next block immediately
N125 G0 X34 Z-35 ;Switch on the drill while the spindle is being positioned
N130 WAITS ;Wait until the main spindle reaches its position
N135 G1 G94 X10 F250 ;Feedrate in mm/min (G96 is suitable only for the multi-
edge turning
;tool and synchronous spindle, but not for
;power tools on the cross slide)
N140G0 X34
N145 SPOS=IC(90)
;The spindle is positioned through 90° with read halt in a
;positive direction
N150 G1 X10
N155 G0 X34
N160 SPOS=AC(180)
;The spindle is positioned at 180° with respect to the
;spindle zero point
N165 G1 X10
N170 G0 X34
N175 SPOS=IC(90) ;The spindle turns in
;a positive direction through 90° from the absolute 180°
position, ending up in the
;absolute 270° position.
N180 G1 X10
N185 G0 X50
...
 Loading...
Loading...











