Positional Data
3.2 Absolute/relative dimensions
Fundamentals
Programming Manual, 10.2004 Edition, 6FC5 298-7AB00-0BP1
3-9
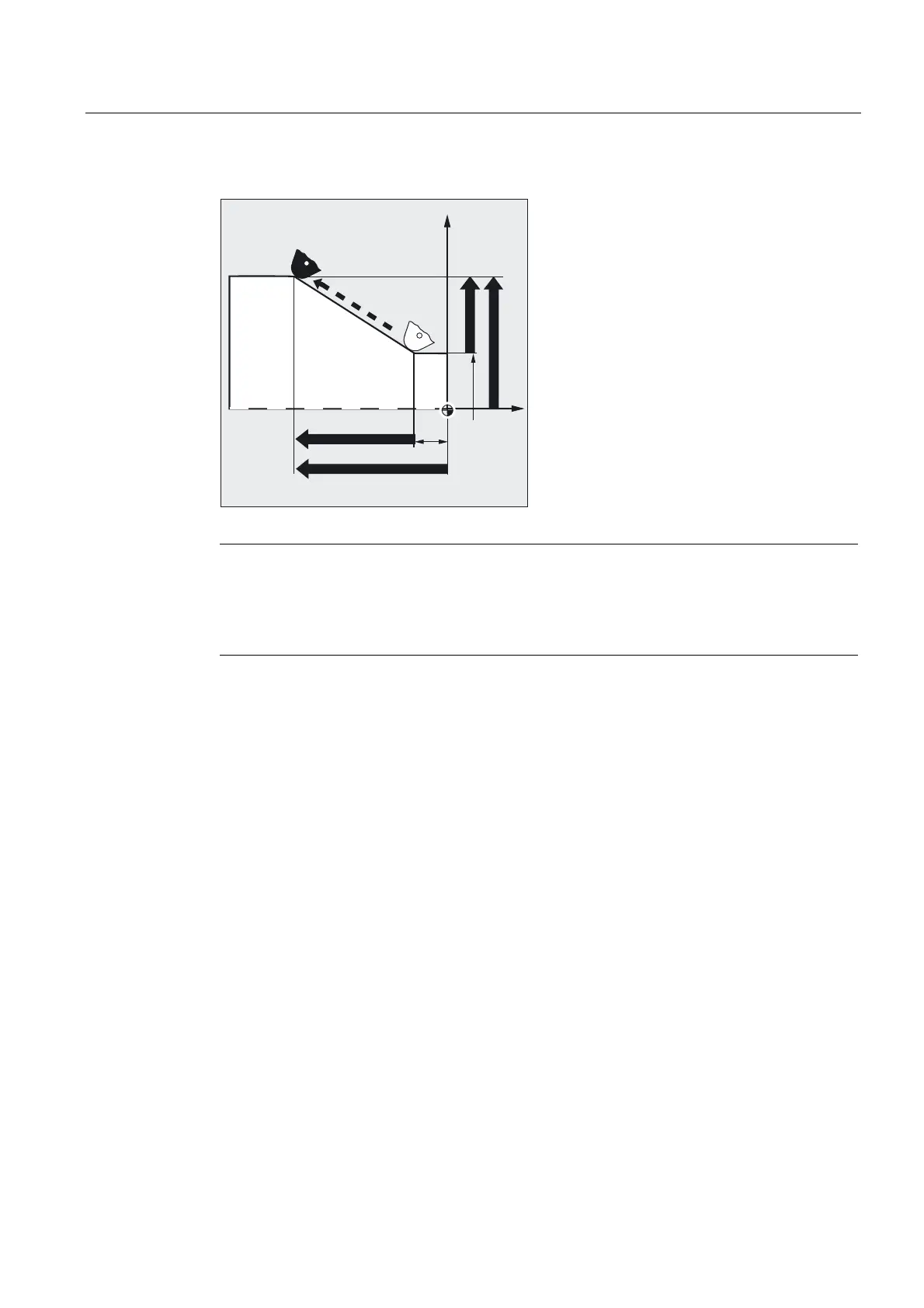
Turning:
=
;
*
*
*
*
Note
On conventional turning machines it is standard practice to interpret incremental NC blocks
in the transverse axis as radius values, while diameter dimensions are valid for absolute
coordinates. This conversion for G91 is performed using the commands DIAMON, DIAMOF
or DIAM90.
For dimensioning for diameter or radius see circular interpolation G2/G3.
G91 extension
For applications such as scratching, it is necessary only to traverse the path programmed in
the incremental coordinates. The active zero offset or tool offset is not traversed. This can be
set separately using setting data.
Incremental dimensioning without traversing through the active tool offset
The active tool offset is not traversed if the setting datum
SD 42442: TOOL_OFFSET_INCR_PROG = 0.
Incremental dimensioning without traversing through the active zero offset
The active zero offset is not traversed if the setting datum
SD 42440: FRAME_OFFSET_INCR_PROG = 0
 Loading...
Loading...











