IS-300A
4. How to Operate Screens
4-42
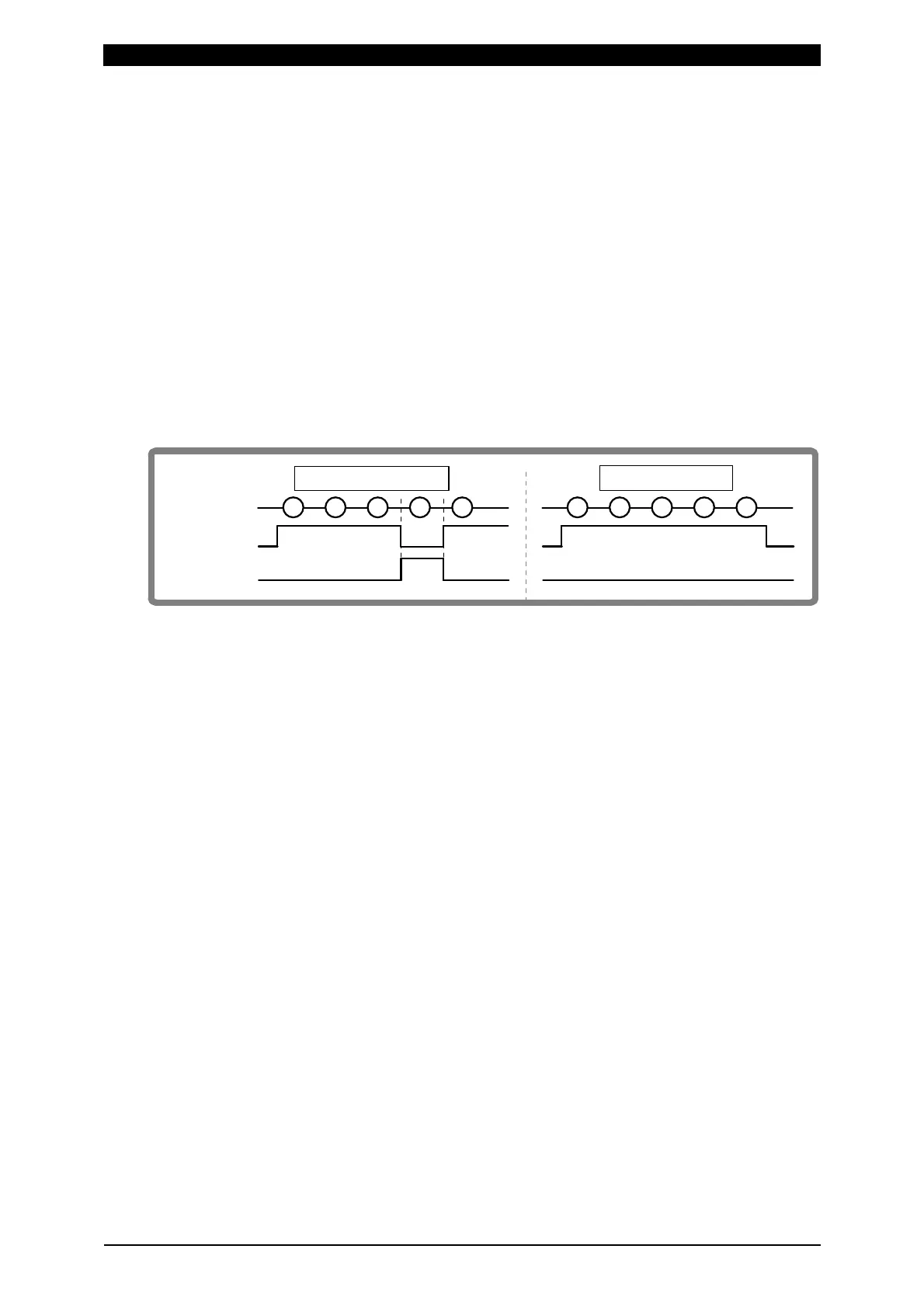
external weld count signal is input is smaller than the value set for PRESET
COUNT (weld count signal is turned off before the number of welds set for
PRESET COUNT is not deposited). (Refer to figure below.)
For example, if you set the number of welds to 5 from the programmable logic
controller, select “5” for PRESET COUNT as well.
This function can be turned on or off through WELD2 STOP/WELD COUNT
on the MODE SELECT screen. (Refer to (9)(f).)
To clear the count error signal, you need to input the weld count signal again
or add required number of welds to make up for insufficiency.
The count error signal is not cleared if the error reset signal is input. Also,
when required number of welds are added to make up for insufficiency, the
count error signal is output until the insufficient number of welds is complete.
The setting range is 0 to 9999.
(Note) OFF/Off time and WELD COUNT do not work simultaneously.
When WELD COUNT is set, OFF is invalid.
(b) NO CURRENT TIME
The absence of welding current will not be detected as a no-current or no-voltage
error (see 13. Troubleshooting) as long as the absence lasts for a period within
the time set here.
If, for example, you select 3 ms, the absence of current will not be detected as an
error as long as it lasts no more than 3 ms. An absence of current will be
detected as an error if it lasts for 4 ms or more.
At this time, the TROUBLE lamp lights up. When the Program Unit is connected,
the fault code is displayed on the monitor.
COOL, HOLD, OFF, and INT times are not included in the time for the no-current
to be detected. The setting range is 1 to 99 ms.
(c) NO CURRENT LEVEL / (d) NO VOLTAGE LEVEL
Set the current or voltage level for determining the absence of current or voltage
as a no-current or no-voltage error.
The TROUBLE lamp will light up, and operation will stop if the monitored current
or voltage falls below the level set here.
In the case of primary current control, supplying current with the welding
transformer’s secondary side open will cause an excitation current to flow
through the primary side. Set the current level slightly higher than the monitored
current.
The setting range of NO CURRENT LEVEL is 0 to 9.99 kA, and the setting range
of NO VOLTAGE LEVEL is 0 to 9.99 V.
(Note) No judgment as to no-current or no-voltage error will be made if you
select 00.0
kA/0.00
V. If the toroidal coil and the voltage detecting cable
are disconnected in the second control, excessive current may flow.
Weld count
Count error
Number of welds
4
5
1
2
3
4
5
1
2
3
In the event of error
Normal operation