A: R82GB0FA.PMD
B: R82DE0FA.P65
E: 080403 / T. Weiß
G: 020304 / TCS
Section 5.5
Page 28
Operation and Control System
?
R8B2_GB095.JPG
R8B2_GB094.JPG
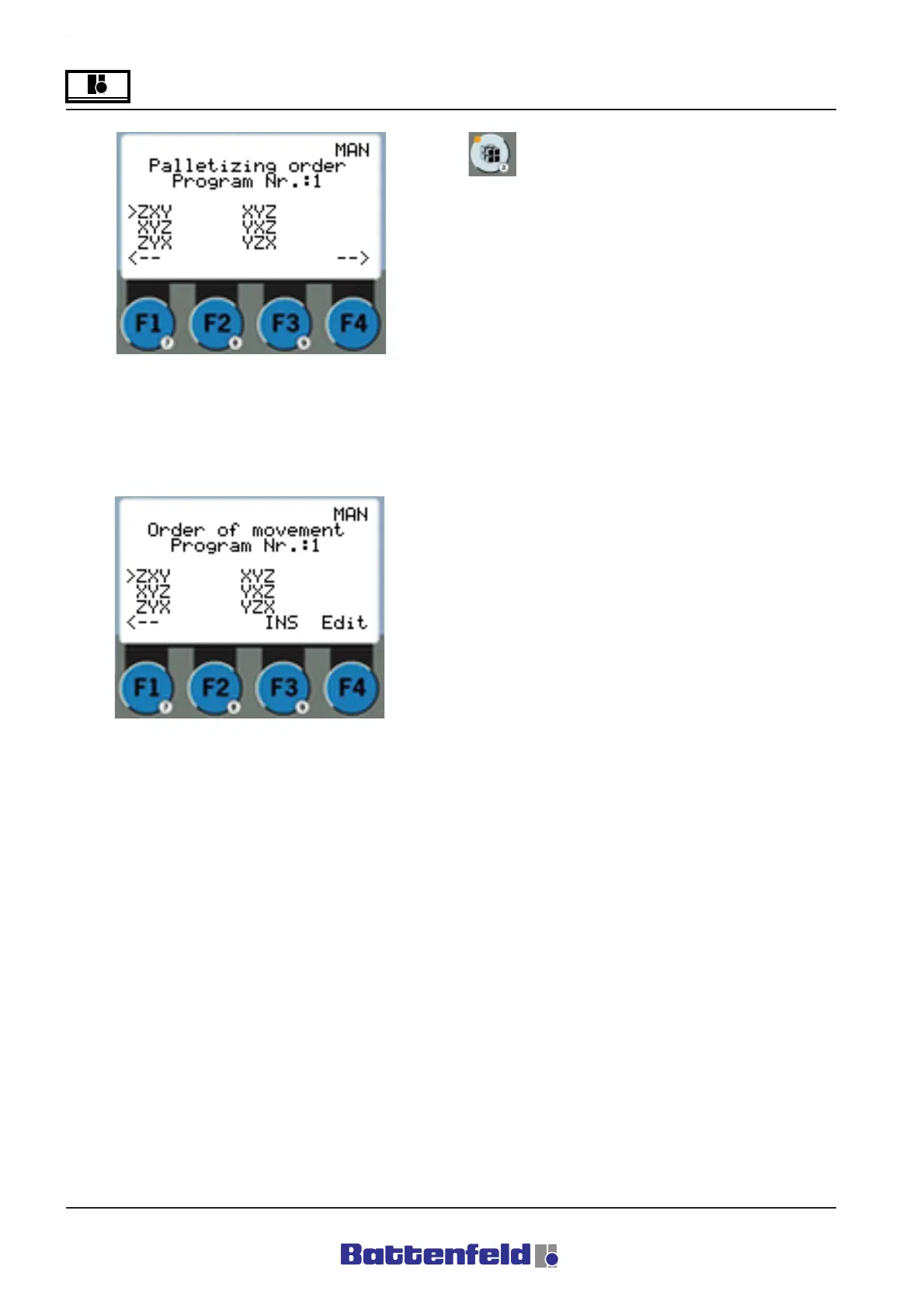
Palletising pattern This is the pattern in which
the parts are to be positioned and removed, e.g.
first the X-row, followed by the Z-row and then
the Y-row.
Palletising program commands
PalProg 1 START
This command starts the selected palletising
program.
Definition: The system moves to the next
position following the specified movement
sequence.
PalProg 1 RESET
All counters are zeroed.
This can also be done from the Palletising
status page. (Used in conjunction with IF
commands)
Delete PalProg
Deletes the palletising program.
Movement sequence: This is the sequence in
which the servo axes move to the next
positioning and removal point.
Always press the F1 function button to return to
the previous display.