Operation and Control System
A: R82GB0FA.PMD
B: R82DE0FA.P65
E: 080403 / T. Weiß
G: 200103 / TCS
Section 5.5
Page 29
?
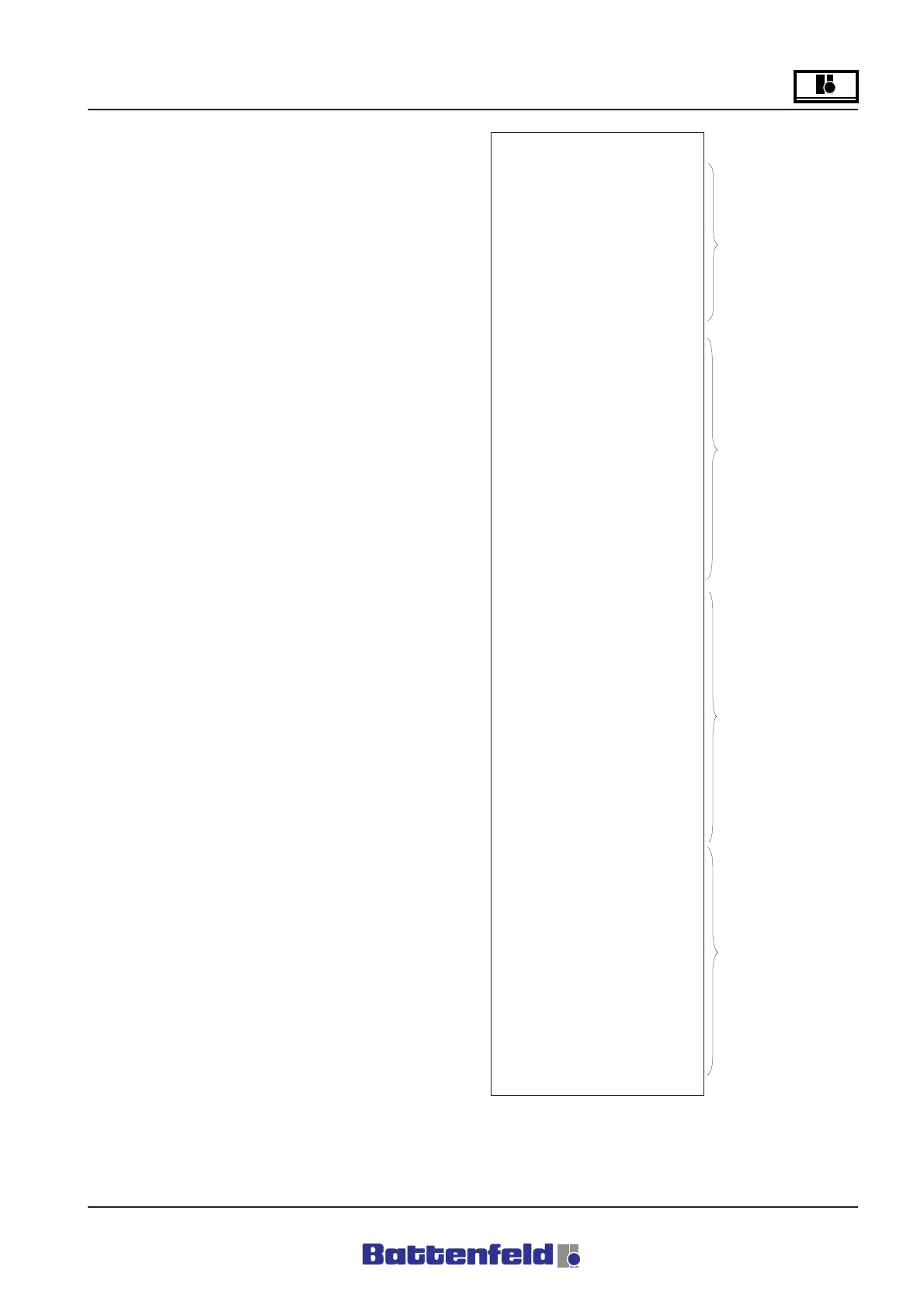
Line
001 Start H wait1
002 Ej.bk. wait1
003 Autom. wait1
004 y 10.0
005 x 10.0 Start routine
006 z 75.0
007 C - - -
008 Cl. mould SET
009 Con ON 2.0s
010 Label 1
011 Start H wait1
012 Ej.bk wait1
013 Autom. wait1
014 y 900.0
015 Ej. forw. SET
016 Ej.forw. wait1 Removal cycle
017 x 100.0
018 V1 vacuum
019 x 10.0
020 Ej. back SET
021 Ej.bk wait1
022 y 10.0
023 Cl. mould SET
024 Reject if1 L2
025 z P 1400.0 75.0
026 C +++
027 wa POS signal OFF
028 x 400.0
029 y 800.0
030 V1 BLOUT 0.6 Positioning cycle
031 y 10.0 for good casting
032 Con ON 2.0s on conveyor
033 x 10.0
034 z P 75.0 1400.0
035 C - - -
036 PStop
037 Goto 1
038 Label 2
039 z P 1000.0 75.0
040 C +++
041 x 400.0
042 y 800.0 Positioning cycle
043 V1 BLOUT 0.6 Reject
044 y 10.0 e.g. into a crate
045 x 10.0
046 z P 75.0 1000.0
047 C - - -
048 PStop
049 Goto 1
050 End of program
5.5.6 Examples of programs
A) Standard Removal – Positioning:
A handling device removes an article from a
machine and places it on the conveyor. The
handling device is mounted on the machine with
the positioning side at the rear of the machine.
The following program is divided into:
- Start routine
- Removal cycle
- Positioning cycle for good parts
- Positioning cycle for defective parts