A: R82GB0FA.PMD
B: R82DE0FA.P65
E: 080403 / T. Weiß
G: 020304 / TCS
Section 5.5
Page 30
Operation and Control System
?
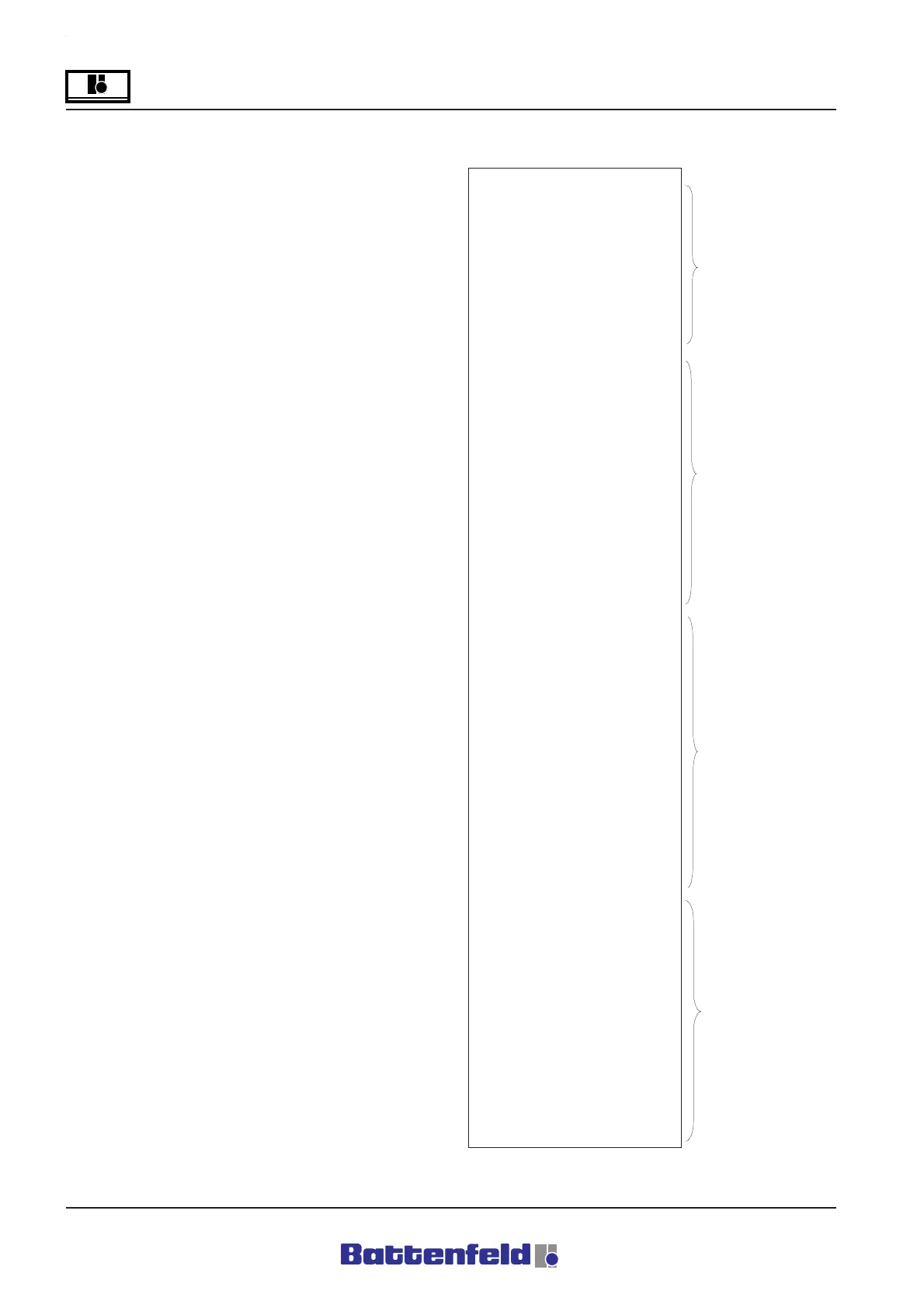
Line
001 Start H wait1
002 Ej.bk. wait1
003 Autom. wait1
004 y 10.0
005 x 10.0 Start routine
006 z 75.0
007 C - - -
008 Cl. mould SET
009 Conv ON 2.0s
010 Label 1
011 Start H wait1
012 Ej.bk. wait1
013 Autom. wait1
014 y 900.0
015 Ej. forw. SET
016 Ej. forw wait1 Removal cycle
017 x 100.0
018 V1 vacuum
019 x 10.0
020 Ej. back SET
021 Ej.bk wait1
022 y 10.0
023 Cl. mould SET
024 Reject if1 L3
025 C +++
026 wa POS signal OFF
027 Pal Prog 1 Start
028 V1 BLOUT 0.6
029 y 10.0
030 x 10.0 Positioning cycle
031 z P 75.0 1400.0 for good casting
032 C - - - on conveyor
033 PStop
034 Pal 1 = Pal full L2
035 Goto 1
036 Label 2
037 Callsub 1
038 Goto 1
039 Label 3
040 z P 1000.0 75.0
041 C +++
042 x 400.0
043 y 800.0 Positioning cycle
044 V1 BLOUT 0.6 Reject
045 y 10.0 e.g. into a crate
046 x 10.0
047 z P 75.0 1000.0
048 C - - -
049 PStop
050 Goto 1
051 End of program
ProgramB) Palletising program:
A handling device loads parts into a crate with
specified dimensions.
The model program comprises:
- Program
Start routine
Removal cycle
Positioning cycle with palletising
program
Positioning cycle for defective parts
- Subprogram
Subprogram (Call Sub1)
Line
001 Sub 1
002 Conveyor ON 2.0s
003 PAL reset
004 Return