6-6 100-214-276 Rev. 3
Chapter 6: Operation
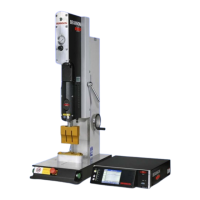
Operating the Actuator
If you do not obtain optimal results initially, based on the quality of the weld obtained and the
loading meter reading, you can alter settings to achieve satisfactory results. Change one setting
at a time until a weld is produced in minimum time with maximum strength.
5
The horn advances and contacts the part.
6
Force develops between the horn and the part, activating the S-Beam Load Cell.
7
Ultrasonic vibrations are activated. The power bar graph on the power supply indicates
loading (usually in the 25% to 100% range). The start switches can now be released.
8
Ultrasonics stop and the horn continues to clamp the part for the hold time you selected.
9
After the completion of the hold cycle, the horn retracts automatically and you can
remove the part from the fixture.
10
Weld a few parts using the initial parameters and check for the desired properties.
Step: Action:
DOC EXPIRES 12PM 7/24/2012. Article or Material must comply with the requirements
stipulated by RoHS in its current version