5 GOUGING
0460 949 274
- 23 -
© ESAB AB 2015
5 GOUGING
The process is available for certain machine types.
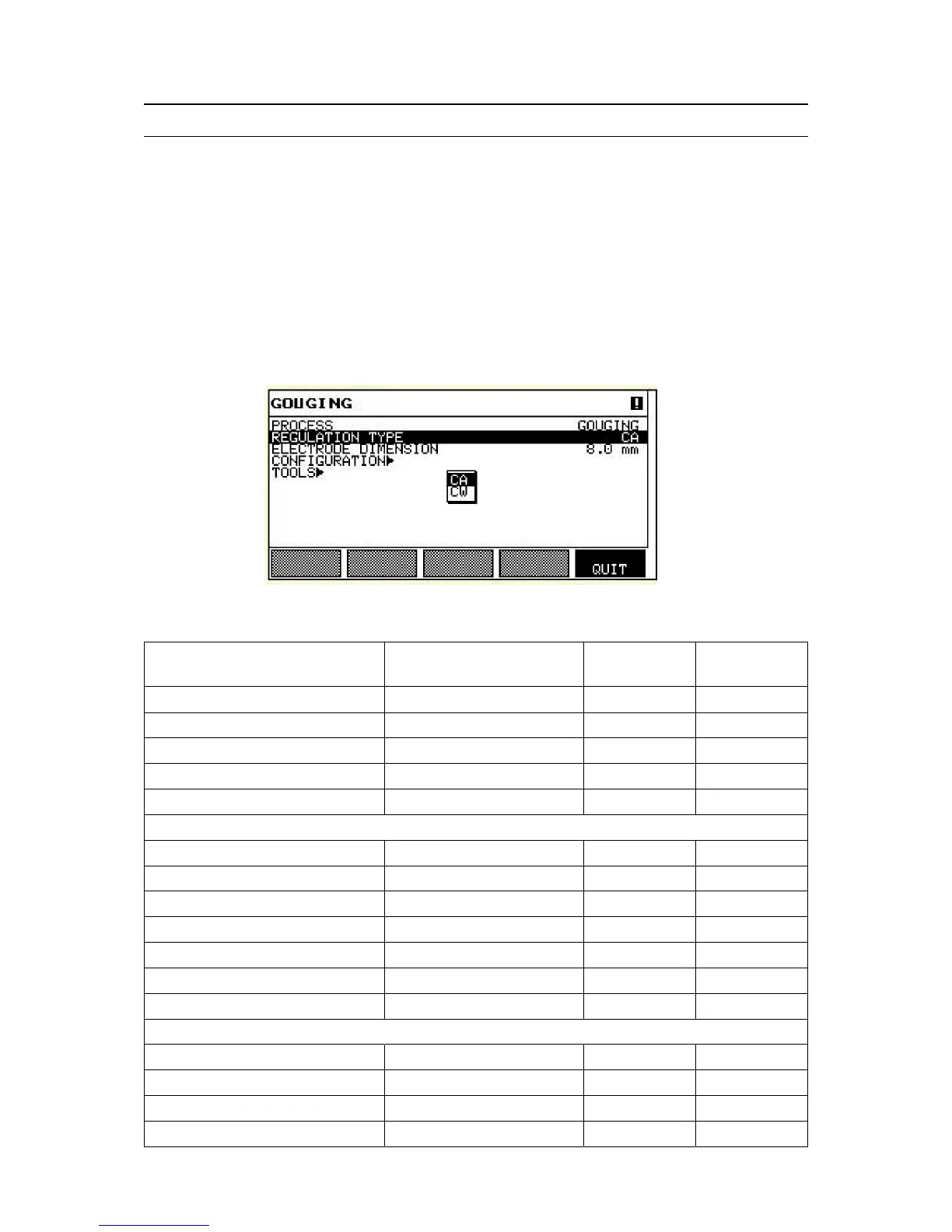
Main menu → Process
With arc air gouging, a special electrode comprising a carbon rod with a copper casing is
used.
An arc is formed between the carbon rod and the work piece, which melts the material. Air is
supplied so that the melted material is blown away.
When the GOUGING process is selected, you can choose between two control methods by
marking REGULATION TYPE using the positioning knob and pressing ENTER. Choose
between constant amperage CA or constant wire feed CW, see explanation in “CA, constant
amperage”, page25 and “CW, constant wire feed”, page25.
5.1 Settings for gouging
Settings Setting range In steps of Value after
resetting
Arc voltage* 14 - 50 V 0.1 V (1V) 30 V
Welding current* (CA) 0 - 3200 A 1 A 400 A
Wire feed speed* (CW) 0 - 2500 cm/min 1 cm/min 300 cm/min
Travel speed* 0 - 200 cm/min 1 cm/min 40 cm/min
Welding direction ▲-■ - ■
Start data
Air pre-flow 0 - 99.0 s 0.1 s 0 s
Start type Direct or Scrape - Direct
Wire creep start Auto or Set speed - Auto
Wire creep start speed 0 - 1000 cm/min 1 cm/min 20 cm/min
Start phases OFF or ON - OFF
Open-circuit voltage OFF or ON - OFF
Maximum open-circuit voltage 5 - 60 V 0.1 V 50 V
Stop data
Air post-flow 0 - 99.0 s 0.1 s 0 s
Crater filling OFF or ON - OFF
Crater filling time 0 - 10 s 0.01 s 1 s
Burnback time 0 - 10 s 0.01 s 1 s