8 CONFIGURATION MENU
0460 949 274
- 53 -
© ESAB AB 2015
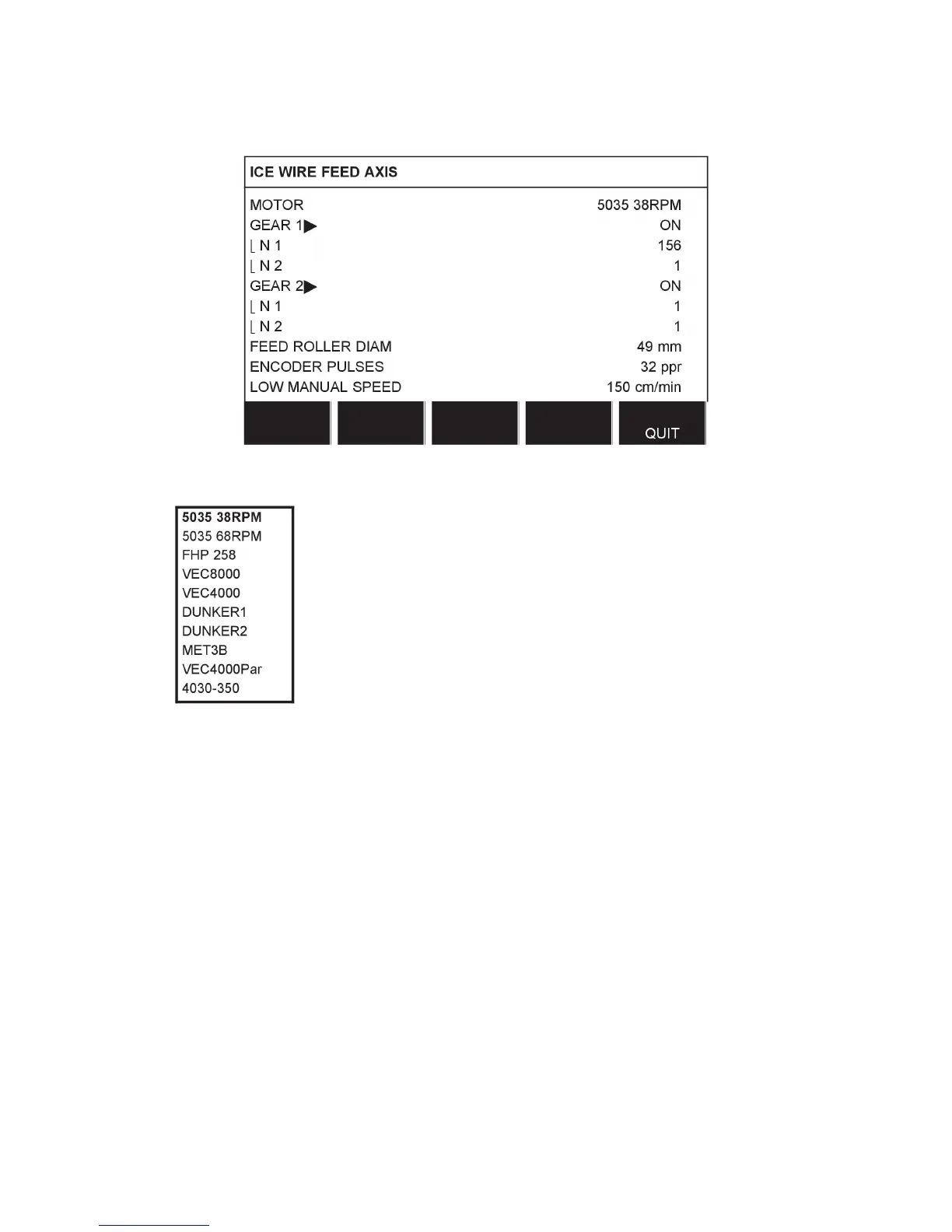
The ice wire feed axis settings must be identical to the wire feed axis.
• Motor is selected from a dropdown list with the following options:
• GEAR 1 must be set to ON. The value cannot be OFF.
• GEAR 2 must normally be set to ON, but OFF can be selected.
• The values N1 and N2 under Gear 1 and 2 are set with one of the three settings knobs at
the bottom of the panel. The interval for N1 and N2 depend on selected motor.
• The diameter of the feed rollers (FEED ROLLER DIAM) is selected with any settings
knob. The interval depends on selected motor.
• The encoder for pulses (ENCODER-PULSES) is selected with any settings knob. The
interval is between 1 - 9998 ppr (ppr = pulses per revolution).
• LOW MANUAL SPEED is selected with any of the settings knobs. The interval is 1 - 1000
cm/min.
• HIGH MANUAL SPEED is selected with any of the settings knobs. The interval is 1 -
5000 cm/min.
8.3.10 Polarity (applies only to Aristo 1000 power source)
In the POLARITY menu you can set the welding polarity.
• To weld with positive polarity on the welding wire and negative polarity on the work
piece, select "positive" polarity.
• To weld with negative polarity on the welding wire and positive polarity on the work
piece, select "negative" polarity.