32
(11) Welding parameters overview
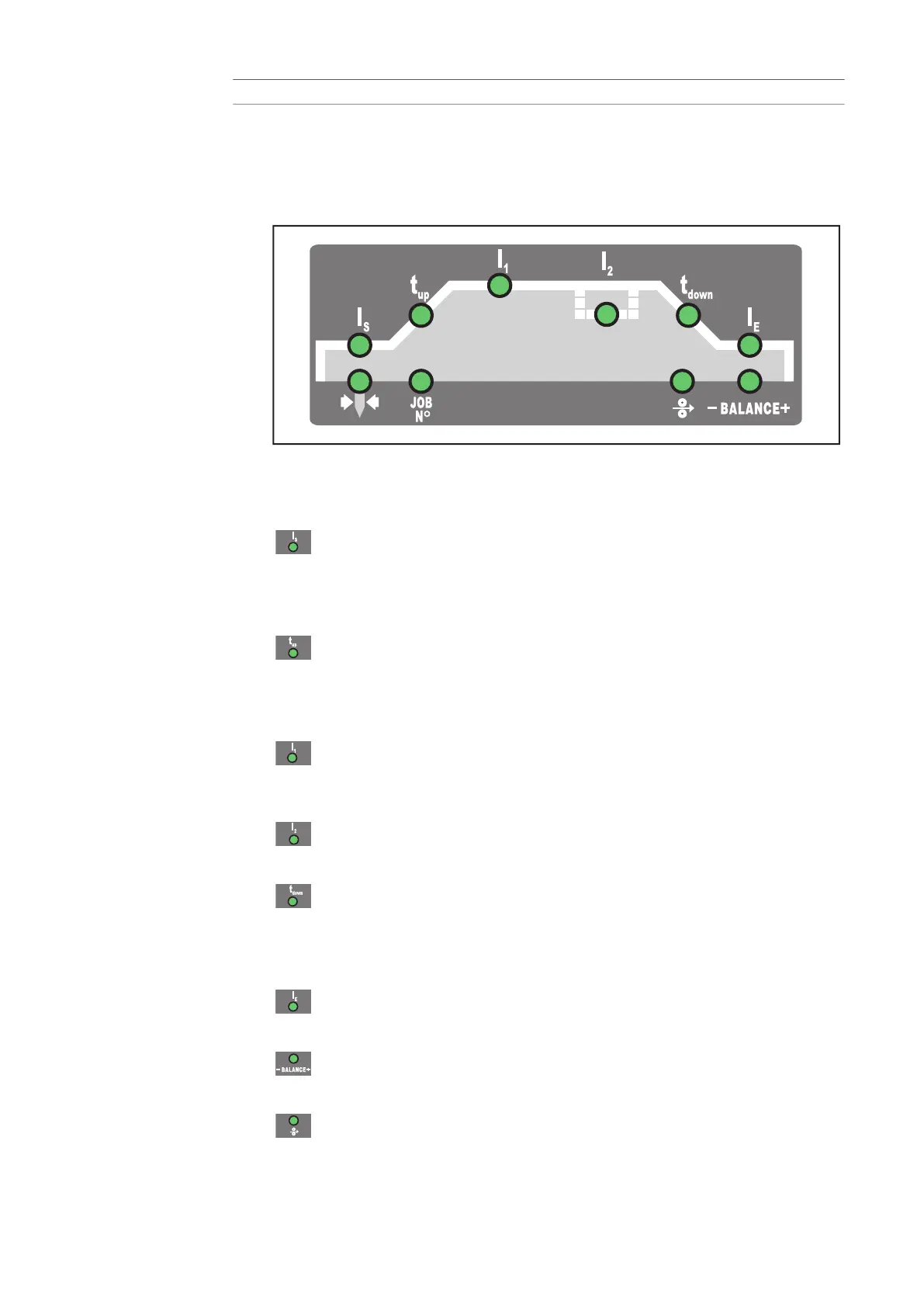
The welding parameters overview contains the most important welding parameters
to be used when welding. The sequence of welding parameters follows a clothes-
line structure. Use the left and right welding parameter selection buttons to navigate
within the welding parameters overview.
Welding parameters overview
The welding parameters overview contains the following welding parameters:
Starting current Is
for TIG welding
The starting current I
S
is saved separately for the "TIG AC welding" and
"TIG DC- welding" modes.
UpSlope t
up
when TIG welding, the period over which the current is increased from the
starting current I
S
to the specified main current I
1
The UpSlope t
up
is saved separately for 2-step and 4-step modes.
Main current I
1
(welding current)
- for TIG welding
- for MMA welding
Reduced current I
2
for TIG 4-step mode and TIG special 4-step mode
DownSlope t
down
when TIG welding, the period over which the current is decreased from the
specified main current I
1
to the final current I
E
The DownSlope t
down
is saved separately for 2-step and 4-step modes.
Final current I
E
for TIG welding
Balance
used to set the fusing power/cleaning action for TIG AC welding
Wire speed (only for MagicWave 4000 / 5000)
for setting the Fd.1 welding parameter if the cold wirefeeder option is avail-
able
No. Function
 Loading...
Loading...





