58 Chapter 3 Welder Operation Description
Ehave Series Full Digital IGBT CO
2
/MAG/MMA Multifunctional Inverter Welder User Manual
3.6.2 Safety Protection Function for the Welding Torch
After startup, if the welding torch is turned on but is not used within 10 seconds, the main power
output is disabled. This ensures safe usage.
3.6.3 Slow Wire Inching
In the period between startup of slow wire inching and starting arc generation, the wire inching
speed is slower than that in the welding period. Slow wire inching aims to increase the starting
arc generation success rate and reduce fusion problems in the arc welding startup section of a
weld.
Note
Slow wire inching can be customized based on user requirements.
3.6.4 Connecting a Robot
Note
The standard configuration of the Ehave series does not allow connection to robots. If you need to
connect the welder to a robot, you must purchase Ehave CM350AR/500AR or other series dedicated to
automatic welding.
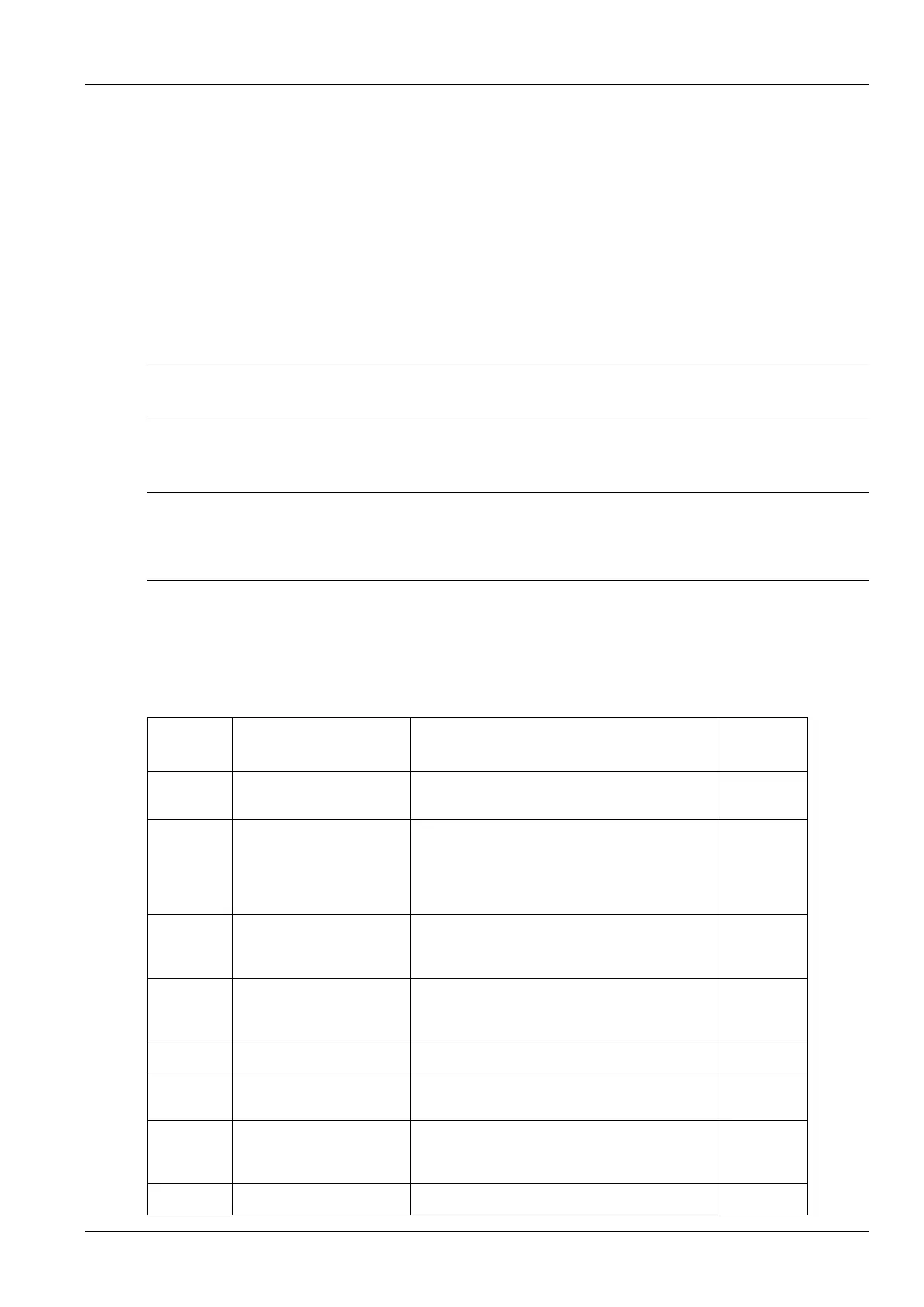
Ehave CM350AR/500AR can be connected through the DB15 communication terminal on the
rear panel to the analog interface of a welding robot. Figure 3-48 show the pins of the DB15
connector. Table 3-3 describes the pins.
Table 3-3 Definition of the pins of the DB15 connector
Power signal provided by a welding robot to the
welder.
Starting arc generation
signal
I/O signal provided by a welding robot to the
welder to control the welder power output.
When it is set to OFF, it is effective in case of a
low level. When it is set to ON, it is effective in
case of a high level.
Reverse wire inching
signal
I/O signal provided by a welding robot to the
welder to reverse the wire inching motor. It is
effective in case of a low level.
Starting arc generation
success signal
I/O signal provided by the welder to a welding
robot to indicate starting arc generation
success. It is effective in case of a low level.
Common grounding
signal of analog signals
Common grounding for the analog signals of
pins 7, 13, 14, and 15.
Analog signal provided by the welder to the
robot to indicate the actual welding current
value.
Common grounding for the I/O signals of pins