INTRODUCTION TMS700E SERVICE MANUAL
1-20 Published 01-29-2015, Control # 512-01
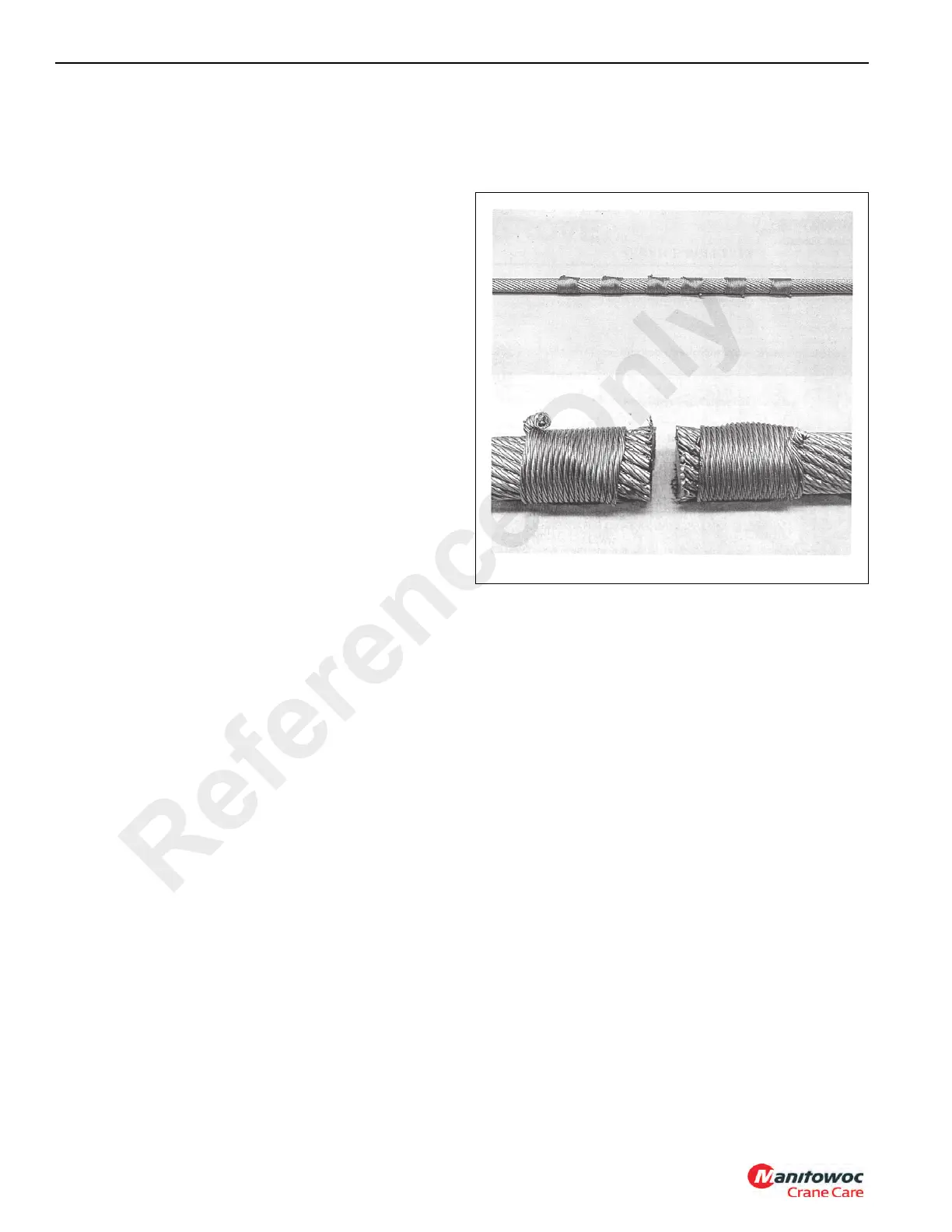
that makes this rope special is that the outer strands are not
preformed. It is because of this that the following procedures
for cutting and preparing 35x7 class wire rope must be
followed:
1. The welded ends prepared by the manufacturer are not
to be removed.
2. Before cutting the rope, make three separate bands with
seizing strand on each side of where the cut is to be
made (total of six bands for each cut). Each band is to
have a minimum length of one and one half times the
rope diameter. The two bands closest to the cut should
be located at a distance equal to one rope diameter
away from the cut. The four remaining bands should be
evenly spaced at a distance equal to three rope
diameters.
3. Cutting the rope:
a. If a welder is available, the cut should be made with
an abrasive saw. Immediately after the cut, both
ends of the rope are to be cap welded so that all
inner and outer strands are welded together,
preventing any movement between them.
NOTE: The outer strands must not be able to move with
respect to the inner strands. The weld must not
exceed the diameter of the rope.
b. If a welder is not available, the cut is to be made with
an acetylene torch. The cut is to be made in such a
way that both ends of the rope are completely fused
so that all inner and outer strands are bonded
together, preventing any movement between
strands.
NOTE: The outer strands must not be allowed to move
with respect to the inner strands. The fused end
must not exceed the diameter of the rope.
4. Once the cuts have been completed, the seizing bands
are to be left in place for shipment of the rope.
5. Attach a “Do not remove welded ends” tag on each reel
flange.
Synthetic Hoist Rope
For detailed information concerning synthetic hoist rope,
refer to KZ100 Synthetic Crane Hoist Line Manual, P/N
9828100734 available by contacting Manitowoc Crane Care.
Reference Only

 Loading...
Loading...







