INTRODUCTION TMS700E SERVICE MANUAL
1-12 Published 01-29-2015, Control # 512-01
The following procedure covers the proper application and
curing method for medium strength Loctite adhesive/sealant,
Loctite #243, which does not require a primer or Loctite #242
and primer (Locquic Primer T7471).
Primer Application
NOTE: It is not necessary to bathe the threads in primer.
1. Ensure the threaded surface, both male and female, is
clean and free of dirt and oil. Apply a light spray coating
of primer to both male and female parts to be joined to
clean and accelerate the curing process.
2. Allow the part to dry prior to adhesive/sealant
application.
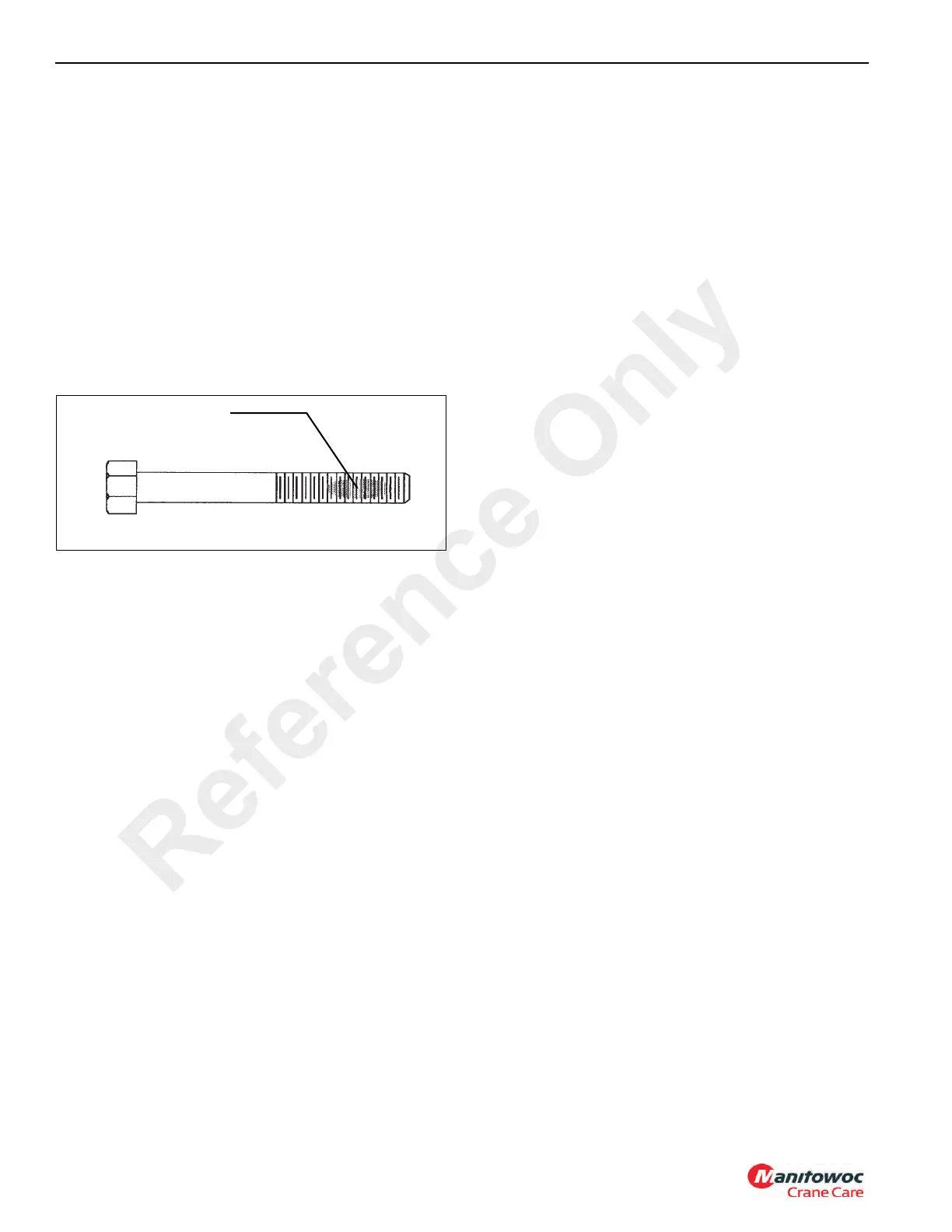
Adhesive/Sealant Application
1. Apply a bead perpendicular to the thread, several
threads wide, in the approximate area of threaded
engagement (see Figure 1-2).
2. In a blind hole application, a bead of several drops of
adhesive should be applied into the bottom of the hole to
be hydraulically forced up during engagement.
3. After application and engagement of mated threads,
fixturing will occur within five (5) minutes if primed prior
to engagement. Fixturing may take up to 30 minutes on
unprimed parts.
4. Time required to achieve full strength is 24 hours.
Maximum ultimate strength is achieved using no primer
with this specific threadlocking adhesive.
Fasteners and Torque Values
Use bolts of the correct length. A bolt which is too long may
bottom before the head is tight against the part it is to hold. If
a bolt is too short, there may not be enough threads engaged
to hold the part securely. Threads can be damaged. Inspect
them and replace fasteners, as necessary.
Torque values should correspond to the type bolts, studs,
and nuts being used.
The torque tables are provided by Manitowoc for reference
when performing maintenance.
Use of proper torque values is extremely important. Improper
torquing can seriously affect performance and reliability.
Identification of fastener grade is always necessary. When
marked as a high strength bolt (grade 5, 8, etc.), the
mechanic must be aware that he/she is working with a highly
stressed component and the fastener should be torqued
accordingly.
NOTE: Some special applications require variation from
standard torque values. Reference should always
be made to component overhaul procedures for
recommendations.
Special attention should be given to the existence of
lubricant, plating, or other factors that might require variation
from standard torque values.
The use of lubricants on zinc-flake coated parts shall be
prohibited since this will change the required torque value.
When maximum recommended torque values have been
exceeded, the fastener should be replaced.
Previously installed bolts and nuts of Grade 8 or Class 10.9
and higher may not be reused.
When referring to the applicable torque charts, use values as
close as possible to the torque values shown to allow for
wrench calibration tolerance.
Torque Wrenches
Flexible beam type wrenches, even though they might have
a pre-set feature, must be pulled at right angle and the force
must be applied at the center of the handle. Force value
readings must be made while the tool is in motion. Rigid
handle type, with torque limiting devices that can be pre-set
to required values, eliminate dial readings and provide more
reliable, less variable readings.
NOTE: If multipliers and/or special tools are used to reach
hard to get at areas, ensure torque readings are
accurate.
Torque wrenches are precision instruments and must be
handled with care. To ensure accuracy, calibrations must be
made on a scheduled basis. Whenever there is a possibility
that a torque wrench may have been either overstressed or
damaged, it should immediately be removed from service
until recalibrated. When using a torque wrench, any erratic or
jerking motion can result in the application of excessive or
improper torque. ALWAYS use a slow, even movement and
STOP when the predetermined value has been reached.
When using step wrenches, calculated wrench settings are
valid only when the following conditions are met:
• Torque wrenches must be those specified and forces
must be applied at the handle grip. The use of handle
extensions will change applied torque to the bolt.
• All handles must be parallel to the step wrench during
final tightening. Multiplier reaction bars may be
misaligned no more than 30 degrees without causing
serious error in torque.
4203
FIGURE 1-2
BEAD APPLICATION
Reference Only

 Loading...
Loading...







