Notes
SINUMERIK 802D sl Operating and Service Training Manual Page 3
C83
C83
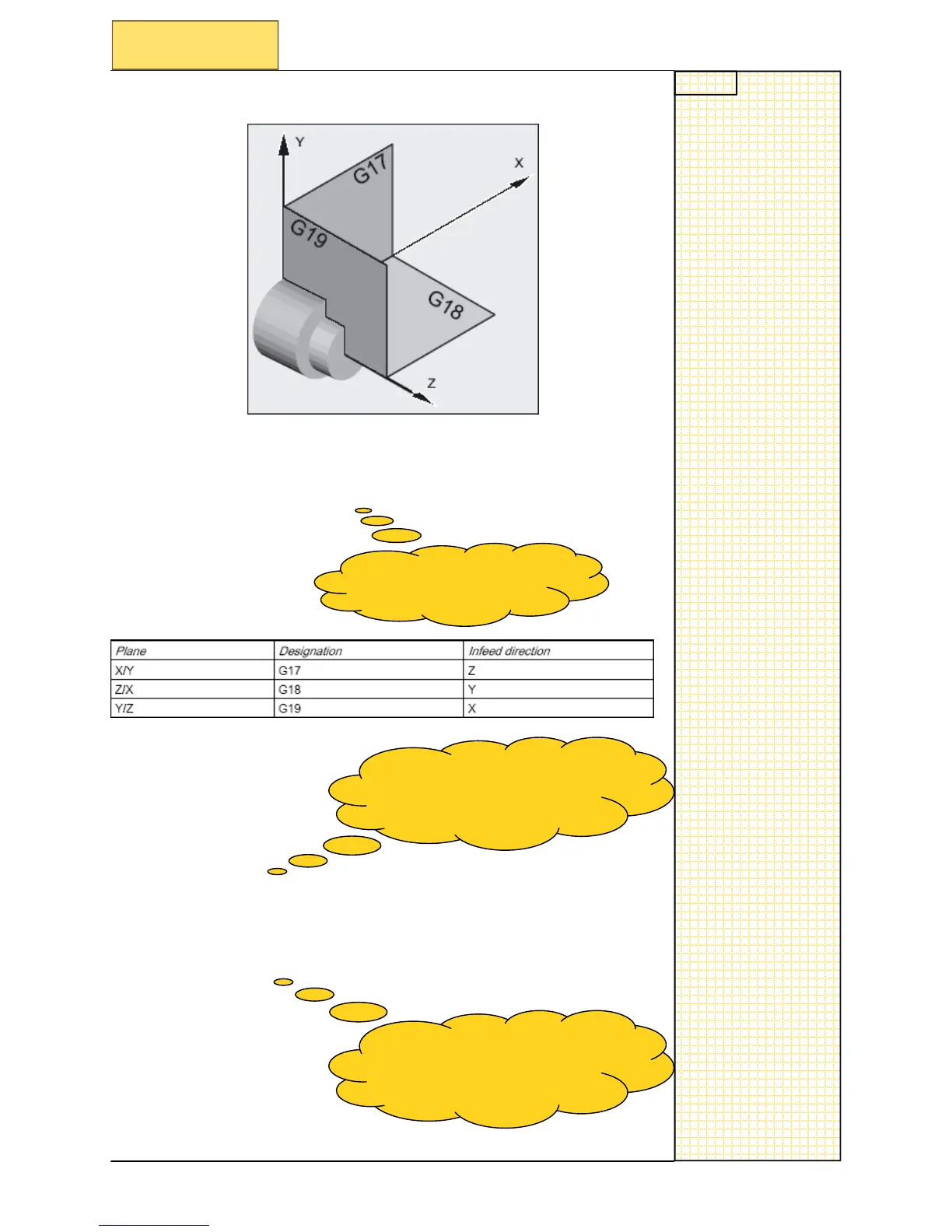
Turning operations are programmed in the G18 plane.
Drilling & milling operations at the end face of the turned part are pro-
grammed in the G17 plane that the offset is applied correctly.
Drilling & milling operations at the peripheral surface of the turned part
are programmed in the G19 plane that the offset is applied correctly
This is the plane set by de-
fault on a turn
ing machine.
When plane G17 is programmed,
the length co
mpensation L1 is
applie
d to the Z axis .
When plane G19 is programmed,
the length co
mpensation L1 is
applie
d to the X axis.
Section 2
Working Plane Selection