cles in CYCLE mode
5
© Siemens AG, 2002. All rights reserved
SINUMERIK 840D/810D Operator's Guide ManualTurn (BAM) – 08.02 Edition 5-83
Explanation of parameters based on example of tapered
thread
P
Thread pitch
G
Lead change
G = 0 The lead does not change.
G > 0 The lead is increased by the value G.
G < 0 The lead is reduced by the value G.
If the start and end lead of the thread are known, the lead change to
be programmed can be calculated as follows:
|P
e
2
- P
2
|
G = ⎯⎯⎯⎯⎯ [mm/rev
2
]
2*Z
1
Where:
P
e
is the end lead of the thread [mm/rev]
P is the start lead of the thread [mm/rev]
Z
1
is the thread length [mm]
A greater lead means a greater distance between thread turns on the
workpiece.
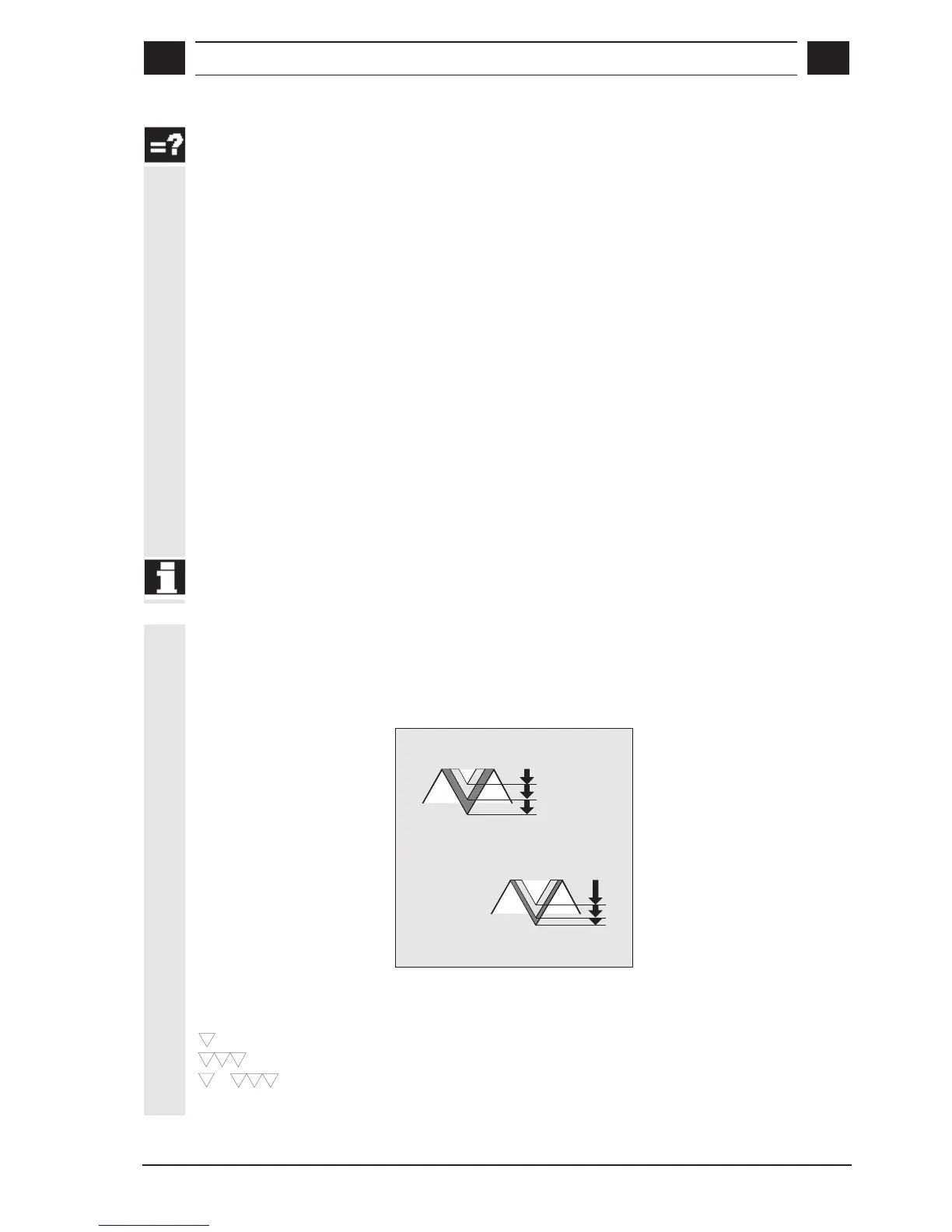
Cut segmentation
(alternative)
LINEAR
DEGRESSIVE
Infeed with constant cutting depth
Infeed with constant cutting cross-section
Infeed with
constant cutting depth
Infeed with
constant cutting cross-section
Machining mode
(alternative)
You can choose between the types of machining:
+
Roughing
Finishing
Complete machining (roughing and finishing)

 Loading...
Loading...



















