cles in CYCLE mode
5
© Siemens AG, 2002. All rights reserved
5-84 SINUMERIK 840D/810D Operator's Guide ManualTurn (BAM) – 08.02 Edition
Internal/external
(alternative)
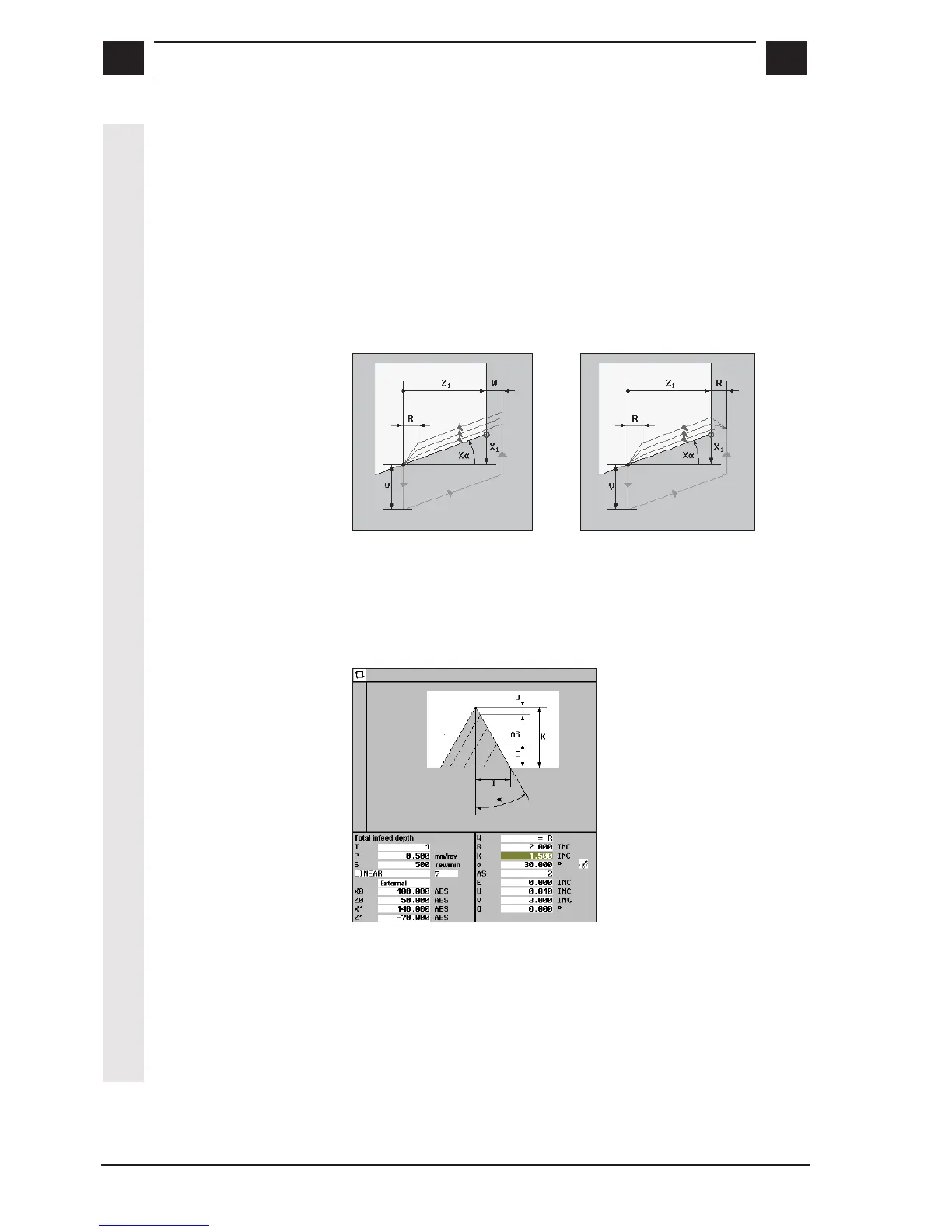
Internal/external thread
X0, Z0
Reference points for dimensioning
X1, Xα
αα
α
Length (inc) or thread end position in X direction or thread taper
(degrees) (only with tapered thread)
Z1
Length (inc) or end point of thread in Z direction
W
Thread run-in (enter without sign)
Thread run-in W Thread run-in W = R
The start point used in the cycle corresponds to the start point shifted
forward by a distance corresponding to the thread run-in path
W. You
can also select a thread run-in with the value
W = R via soft key
"Alternat.".
R
Thread run-out (enter without sign)
K
Total infeed depth
α
αα
α
I
(alternative)
Incline of infeed as angle
Incline of infeed as angle
• Infeed along rear flank α
αα
α > 0
• Infeed along front flank α
αα
α < 0
Alternatively, you can select the incline of infeed as width
l.

 Loading...
Loading...



















