Detailed Description
2.3 Configurable gear adaptation
Spindles (S1)
Function Manual, 08/2005 Edition, 6FC5397-0BP10-0BA0
2-37
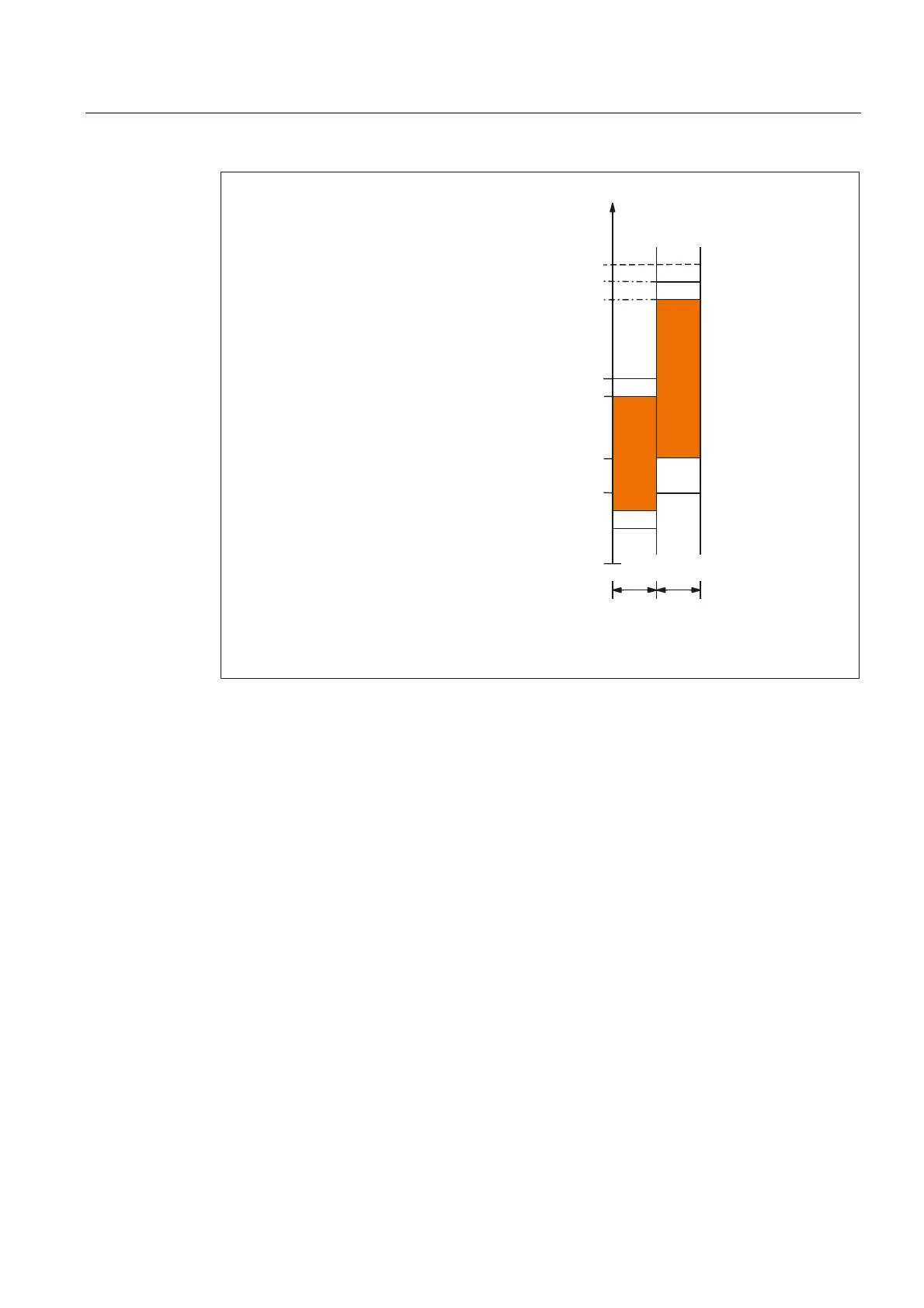
6SLQGOHVSHHG
0D[LPXPVSLQGOHVSHHG
0D[LPXPVSHHGRIJHDUVWHS
0D[LPXPVSHHGIRUJHDUFKDQJH
0D[LPXPVSHHGRIJHDUVWHS
0D[LPXPVSHHGIRUJHDUFKDQJH
0LQLPXPVSHHGIRUJHDUFKDQJH
0LQLPXPVSHHGIRUJHDUVWHS
0LQLPXPVSHHGIRUJHDUFKDQJH
UHYPLQ
*HDU
VWHS
0LQLPXPVSHHGIRUJHDUVWHS
*HDU
VWHS
Fig. 2-7 Example for two "gear steps with overlapping speed ranges" for automatic gear step
change (M40)
Permanently defining the gear step with M41 to M45
The gear step can be permanently defined in the part program with M41 to M45.
If a gear step is specified by M41 to M45, which is not the same as the current (actual) gear
step, NC/PLC IS:
DB31, ... DBX82.3 (Change gear)
and
DB31, ... DBX82.0-82.2 (Set gear step A to C)
are set.
The programmed spindle speed (S value) then refers to this permanently defined gear step.
If a spindle speed is programmed, which exceeds the max. speed of the defined gear step,
the spindle speed is limited to the max. speed of the gear step:
MD35130 $MA_GEAR_STEP_MAX_VELO_LIMIT
and NC/PLC IS:
DB31, ... DBX83.1 (setpoint speed limited)
is set.
 Loading...
Loading...














