Detailed Description
2.1 Various interface signals and functions (A2)
NC/PLC Interface Signals (Z1)
Function Manual, 08/2005 Edition, 6FC5397-0BP10-0BA0
2-27
2.1.8 Signals to axis/spindle (DB31, ...)
DB31, ...
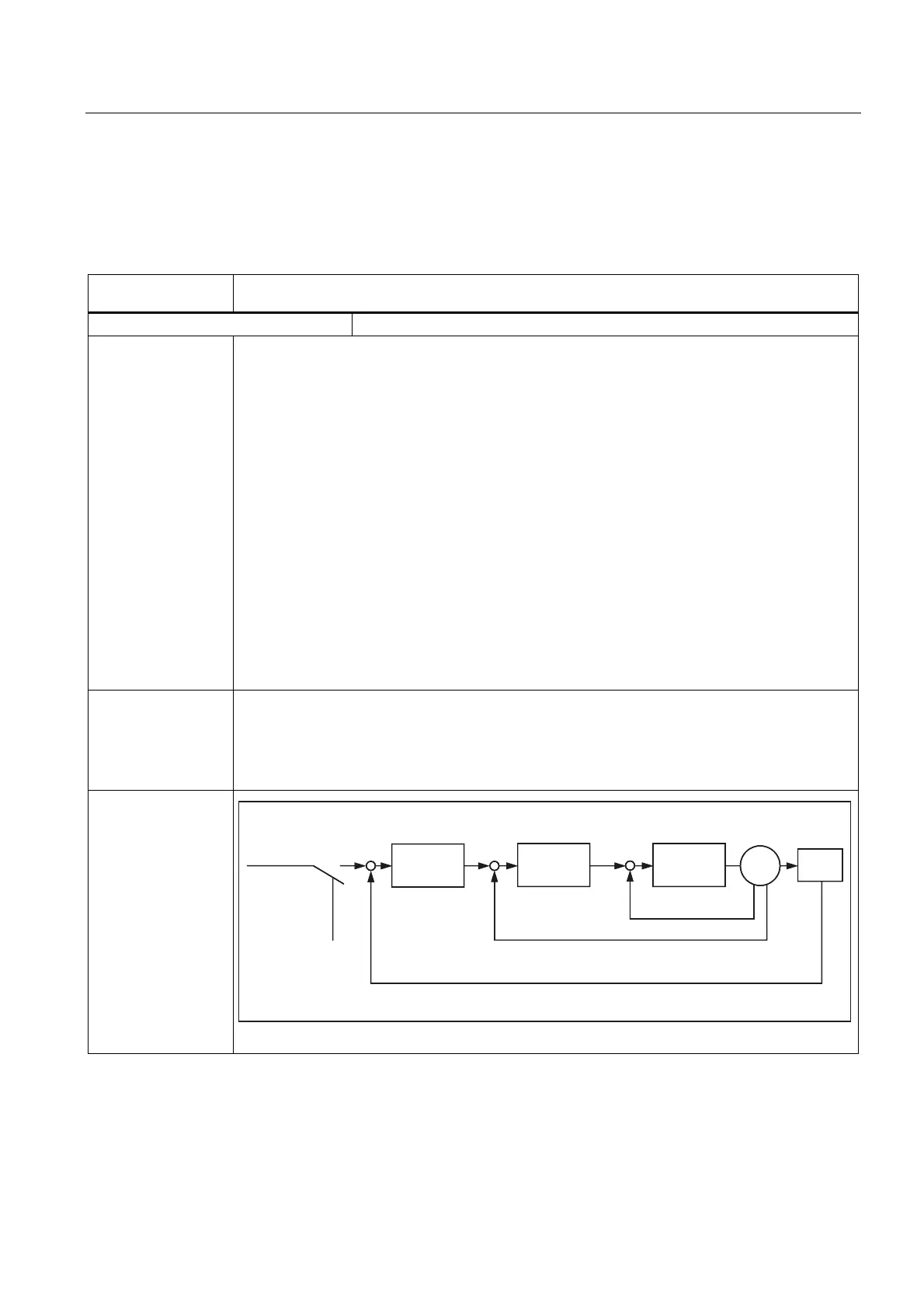
DBX1.3
Axis/spindle disable
Edge evaluation: no Signal(s) updated: cyclic
Signal state 1 or
edge change 0 → 1
- Axis disable
- Spindle disable
(Test status)
If the interface signal "Axis disable" is output - for this axis - no more position partial setpoints are
output to the position controller; the axis travel is therefore disabled. The position control loop
remains closed and the remaining following error is reduced to zero.
If an axis is moved with axis disable the actual value position display shows the setpoint position
and the actual velocity value display shows the setpoint velocity even though the machine axis is
not actually moving.
With a RESET the position actual value display is set to the real actual value of the machine.
Travel commands continue to be output to the PLC for this axis.
If the interface signal is canceled again the associated axis can again traverse normally.
If the interface signal "Axis disable" is set for a traversing axis, the axis is stopped with a ramp stop.
If the interface signal "Spindle disable" is set, as for axis disable, for this spindle no more speed
setpoints are output to the speed controller in the open-loop control mode and no more position
partial setpoints are output to the position controller in positioning mode. The movement of the
spindle is thus disabled. The speed actual value display displays the speed setpoint value.
Spindle disable can only be canceled per "Reset" or with M2 followed by a program restart.
If interface signal "Spindle disable" is set while a spindle is turning, the spindle is stopped according
to its acceleration characteristic.
Signal state 0 or
edge change 1 → 0
(Normal conditions).
The position setpoint values are transferred to the position controller cyclically.
The speed setpoint values are transferred to the speed controller cyclically.
Cancellation of the "Axis/spindle disable" (edge change 1 → 0) does not take effect until the
axis/spindle is stationary (i.e. an interpolation setpoint is no longer present).
BB
$FWXDOSRVLWLRQYDOXH
$[LVLQKLELW
DFWLYH
L
VHW
Q
DFW
L
DFW
(QFRGHU
0RWRU
&XUUHQW
FRQWUROOHU
6SHHG
FRQWUROOHU
3RVLWLRQ
FRQWUROOHU
3RVLWLRQ
VHWSRLQWIURP
WKHLQWHUSRODWRU
 Loading...
Loading...














