Detailed Description
2.6 Spindle monitoring
Spindles (S1)
2-82 Function Manual, 08/2005 Edition, 6FC5397-0BP10-0BA0
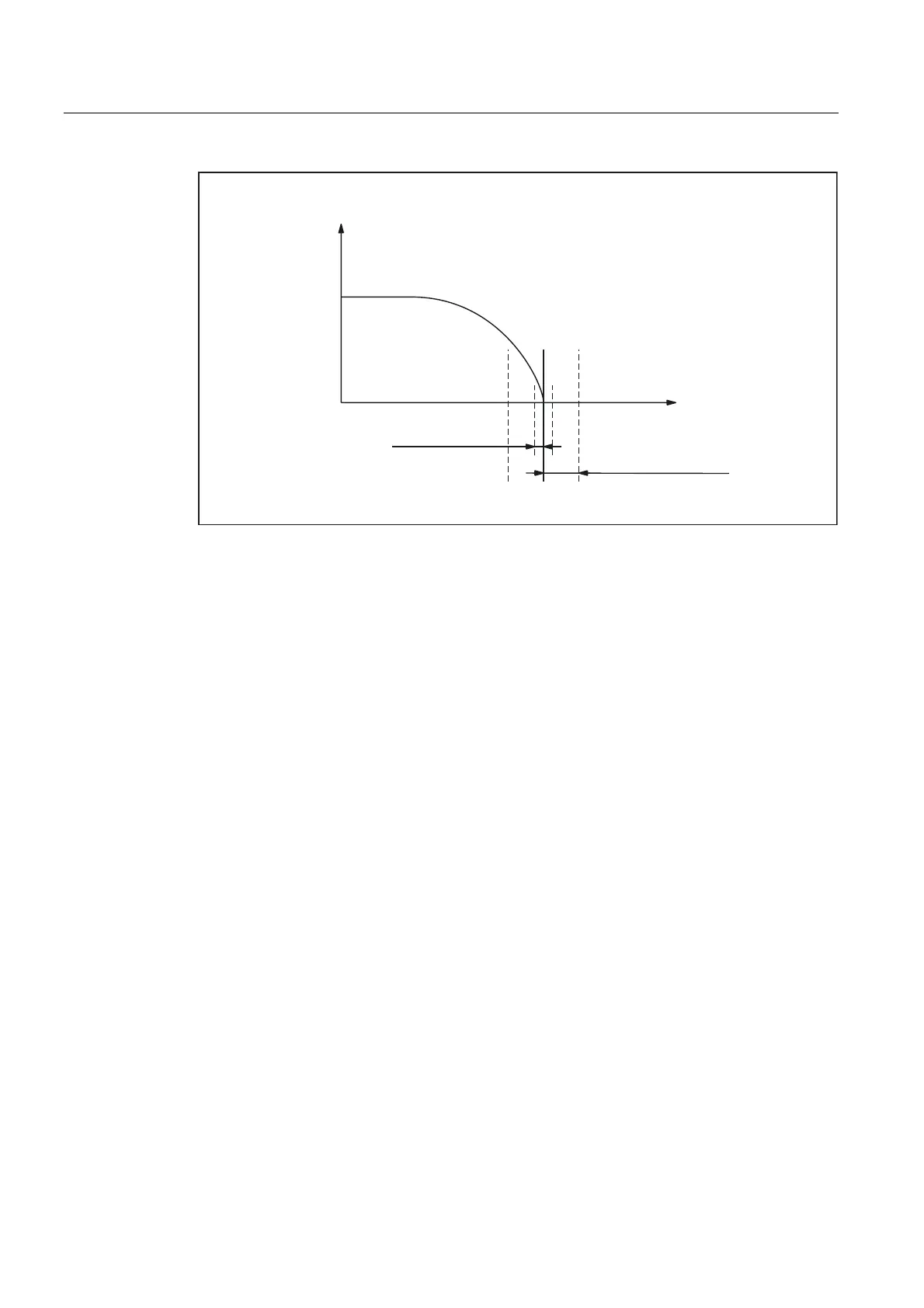
6SLQGOHVSHHG
([DFWVWRSOLPLWILQH
([DFWVWRSOLPLWFRDUVH
3RVLWLRQ
3RVLWLRQVHWSRLQW
Fig. 2-12 Exact stop zones of a spindle
DB31, ... DBX60.7 and DB31, ... DBX60.6 (position reached with exact stop coarse/fine)
The two limit values defined by machine data:
MD36000 $MA_STOP_LIMIT_COARSE (exact stop limit coarse)
and
MD36010 $MA_STOP_LIMIT_FINE (exact stop limit fine)
are output to the PLC using NC/PLC IS:
DB31, ... DBX60.7 (position reached with exact stop coarse)
and
DB31, ... DBX60.6 (position reached with exact stop fine).
Block change for SPOS and M19
When positioning the spindle with SPOS or M19 the block is changed
dependent on end point monitoring with NC/PLC IS:
DB31, ... DBX60.6 (position reached with exact stop fine).
All other functions programmed in the block must have achieved their end criterion (e.g., all
auxiliary functions acknowledged by the PLC).
With SPOSA, the block change does not depend on the monitoring of the end point.
 Loading...
Loading...














