Detailed Description
2.1 Path feedrate F
Feeds (V1)
2-14 Function Manual, 08/2005 Edition, 6FC5397-0BP10-0BA0
Both functions G34 and G35 imply the functionality of G33 and additionally provide the option
of programming an absolute lead change value for the thread under F. If the start and end
lead of a thread is known, the thread-lead change can be determined using the following
equation:
_N
H
ದN
D
_
)
O
*
The identifiers have the following meanings:
F: The thread-lead change to be programmed [mm/rev
2
k
e
: Thread lead of axis target point coordinate, thread axis [mm/rev]
k
a
: Initial thread lead (programmed under I, J or K) [mm/rev]
l
G
: Thread length [mm]
The absolute value of F must be applied to G34 or G35 according to the desired lead
increase or lead decrease.
When the thread length l
G
, lead change F and initial lead k
a
are known, the lead increase at
the end of block k
e
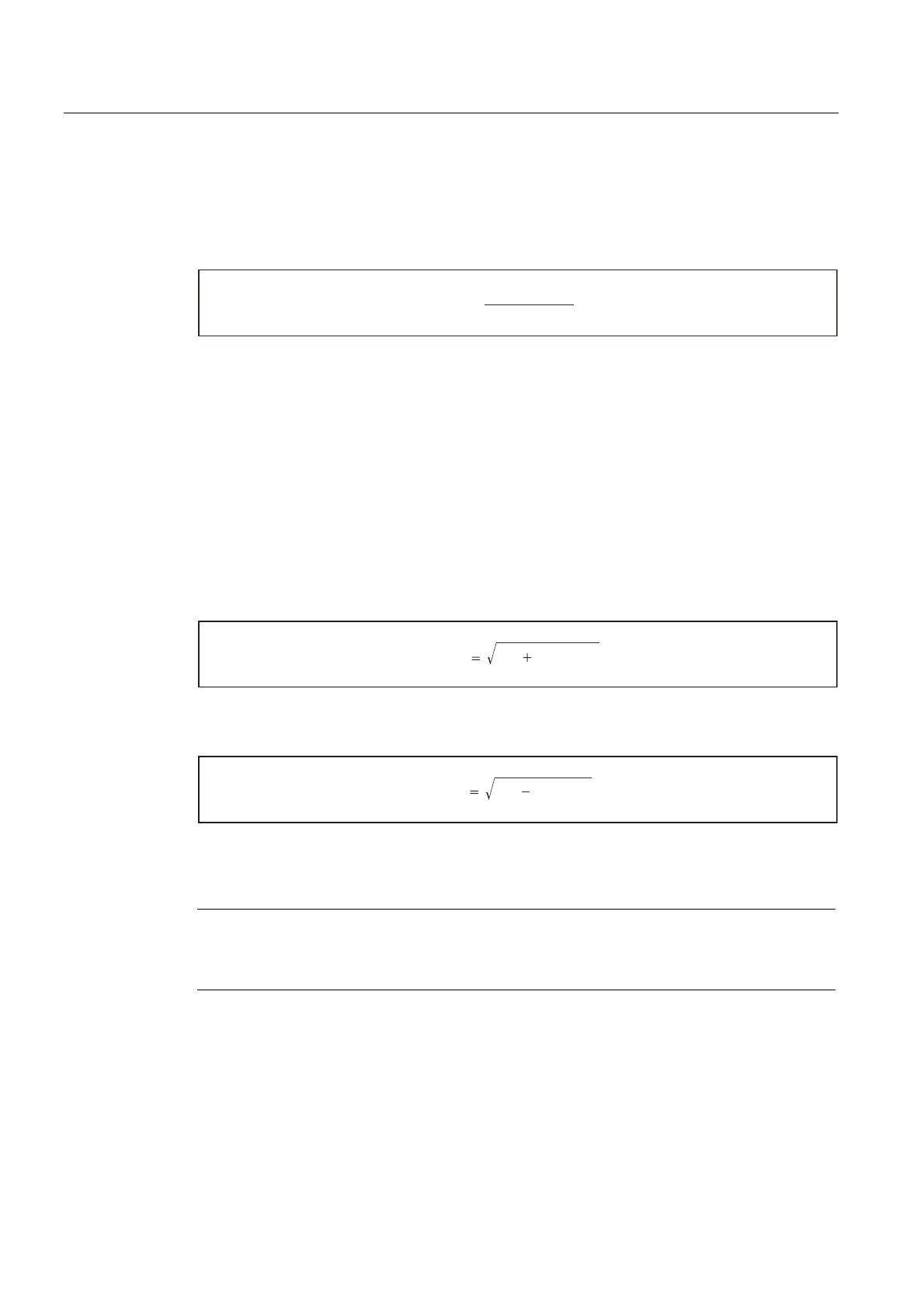
can be determined as follows by modifying the formula:
• G34 (progressive lead):
N
H
N
D
)O
*
• G35 (degressive lead):
N
H
N
D
)O
*
Note
If the formula results in a negative root expression, the thread cannot be machined!
In this case, the NC signals alarm 10605 or alarm 22275.
 Loading...
Loading...














