Detailed Description
2.1 Tool
Tool Compensation (W1)
2-4 Function Manual, 08/2005 Edition, 6FC5397-0BP10-0BA0
Tools
The TO memory consists of tools numbered T1 to T32000.
Each tool can be set up via TOA files or individually, using the "New tool" soft key.
Compensation values not required must be assigned the value zero.
This is the default setting when the compensation memory is created. The individual values
in the compensation memory (tool parameters) can be read and written from the program
using system variables.
Note
The tools (T1 to T32000) do not have to be stored in ascending order or contiguously in the
tool compensation memory, and the first tool does not have to be assigned number T1.
Tool cutting edges
Each tool can have up to 9 cutting edges (D1 to D9). The first cutting edge (D1) is set up
automatically when a new tool is loaded in the tool compensation memory. Other cutting
edges (up to 8) are set up consecutively and contiguously using the "New cutting edge" soft
key. A different number of tool cutting edges can assigned to each tool in this way.
HWF
7
7
7
7
'
'
'
'
7
7
7
7
'
'
'
'
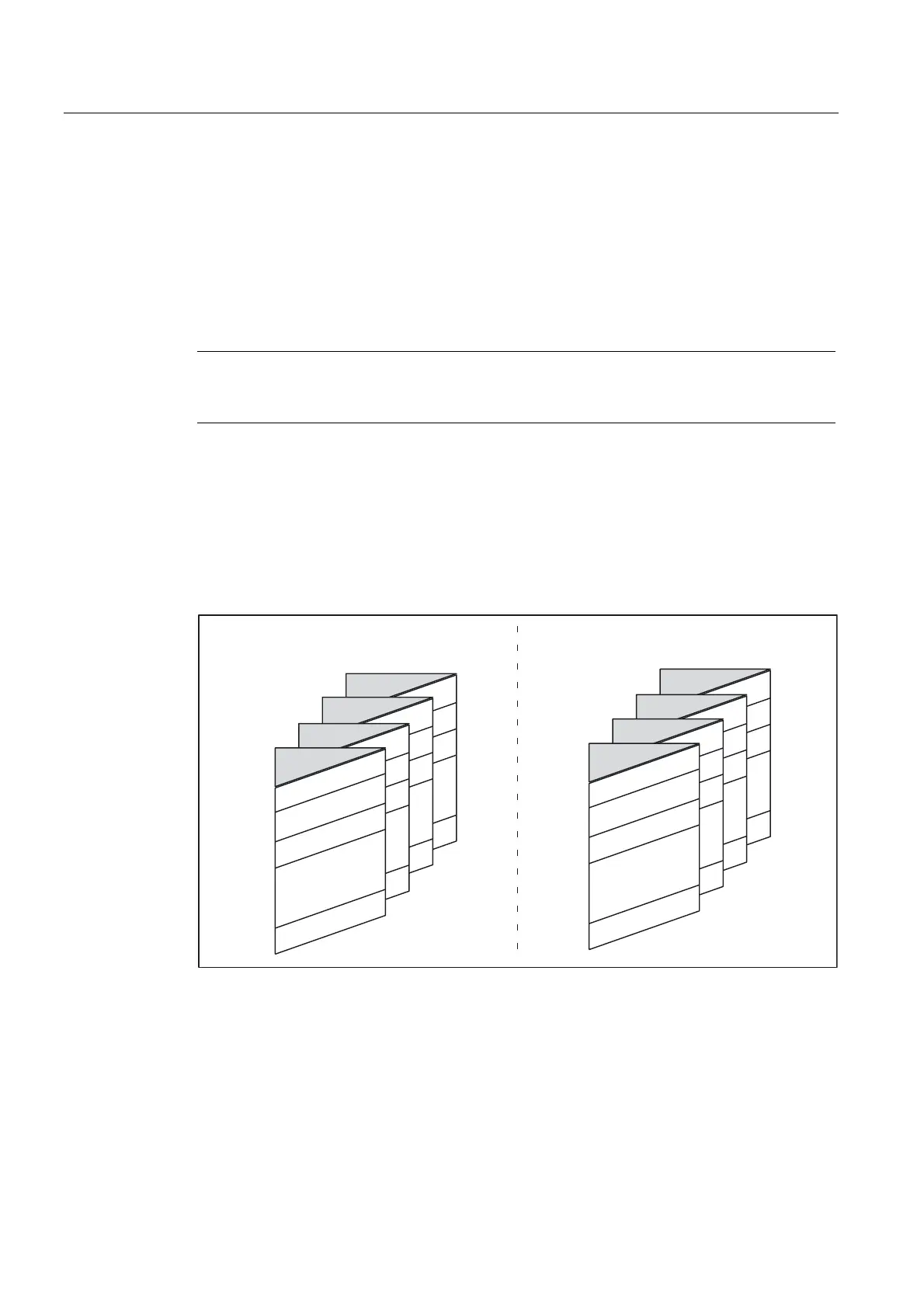
&KDQQHOHWF&KDQQHO
Fig. 2-2 Example of a tool compensation memory structure for 2 channels
 Loading...
Loading...














