Detailed Description
2.4 Tool: Tool radius compensation 2D (TRC)
Tool Compensation (W1)
Function Manual, 08/2005 Edition, 6FC5397-0BP10-0BA0
2-63
G451 intersection
If G function G451 is active, the position (intersection) resulting from the path lines (straight
line, circle or helix only) located at a distance of the tool radius to the programmed contour
(center-point path of the tool), is approached. Spines and polynomials are never extended.
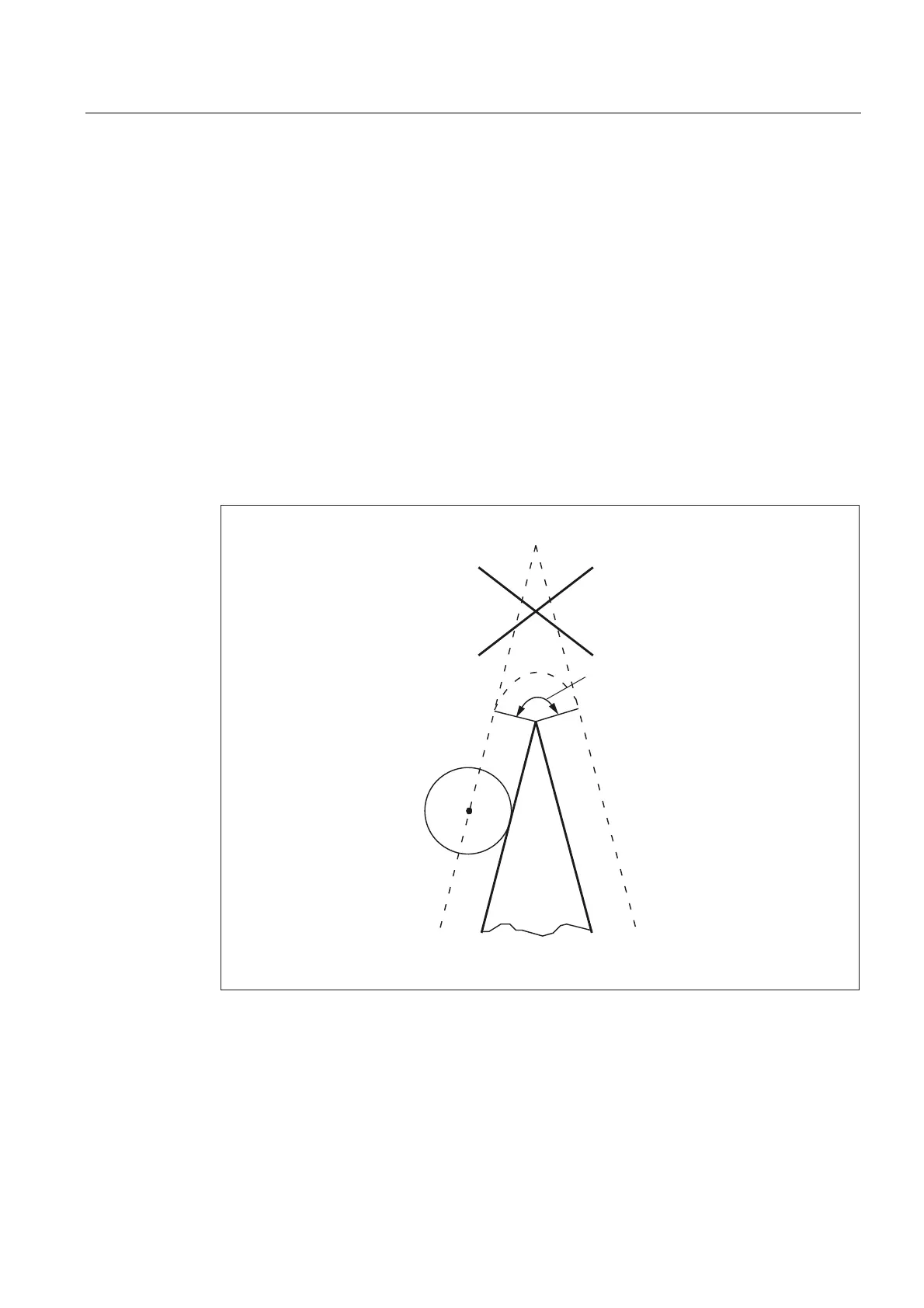
Very pointed outside corners
Where outside corners are very pointed, G451 can result in excessive idle paths. Therefore,
the system switches automatically from G451 (intersection) to G450 (transition circle, with
DISC where appropriate) when outside corners are very pointed.
The contour angle, which can be traversed following this automatic switchover (intersection
→ transition circle), can be defined in machine data:
MD20210 $MC_CUTCOM_CORNER_LIMIT (maximum angle for compensation blocks with
TRC).
/RQJLGOHSDWKV
&RQWRXUDQJOH
Fig. 2-29 Example of automatic switchover to transition circle
 Loading...
Loading...














