Detailed Description
2.4 Tool: Tool radius compensation 2D (TRC)
Tool Compensation (W1)
2-70 Function Manual, 08/2005 Edition, 6FC5397-0BP10-0BA0
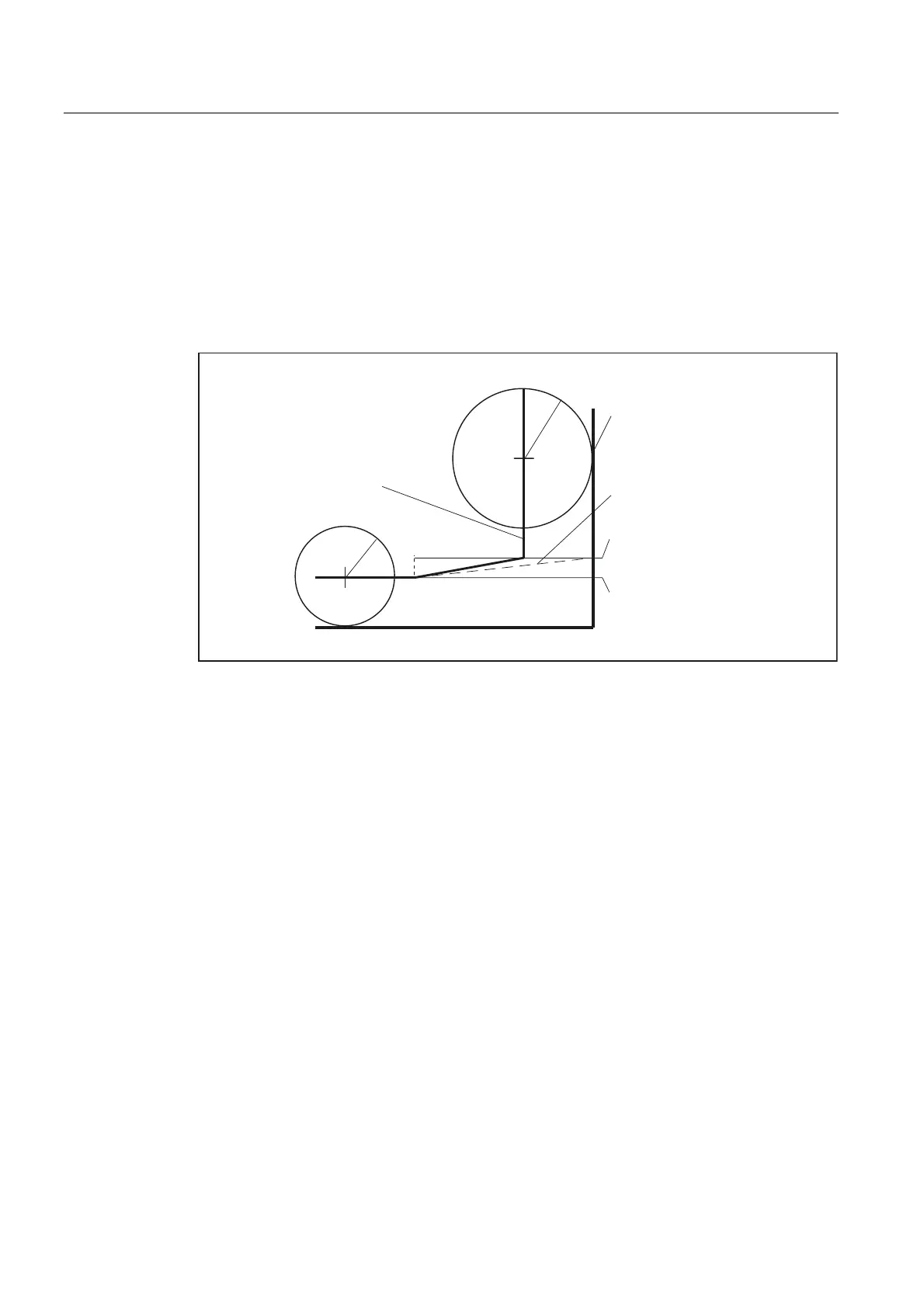
Calculation of intersection
When the intersections in blocks with variable compensation value are calculated, the
intersection of the offset curves (tool paths) is always calculated based on the assumption
that the compensation value is constant.
If the block with the variable compensation value is the first of the two blocks to be examined
in the direction of travel, then the compensation value at the block end is used for the
calculation; the compensation value at the block start is used otherwise.
7KHRUHWLFDOWRROFHQWHU
SRLQWSDWK
&RPSHQVDWLRQ'DW
VWDUWRIEORFN1
&RPSHQVDWLRQ'DW
HQGRIEORFN1
3URJUDPPHGFRQWRXU
7RROFHQWHUSDWK
1 1
1
'
'
Fig. 2-36 Intersection calculation with variable compensation value
Restrictions
If the compensation radius is programmed as being larger than the programmed circle radius
for machining on the inside of the circle, the machining operation is rejected with alarm
10758 "Curvature radius with variable compensation value too small".
Maintain stability of closed contour
If a radius of two circles is increased slightly, a third block may be necessary in order to
maintain the stability of the closed contour. This is the case if two adjacent blocks, which
represent two possible intersection points for a closed contour, are skipped due to the
compensation.
Assigning a value other than zero to setting data:
SD42496 $SC_CUTCOM_CLSD_CONT
provides a means of achieving a stable closed contour by choosing the first intersection point
instead of the second. In that case, the second intersection point is always reached, even if
the block is skipped. A third block is then not required.
 Loading...
Loading...














