Detailed Description
2.4 Tool: Tool radius compensation 2D (TRC)
Tool Compensation (W1)
2-72 Function Manual, 08/2005 Edition, 6FC5397-0BP10-0BA0
Example:
N10 ; Definition of tool d1
N20 $TC_DP1[1,1] = 110 ; Type
N30 $TC_DP6[1,1]= ; Radius
N40
N50 X0 Y0 Z0 G1 G17 T1 D1 F10000
N60
N70 X20 G42 NORM
N80 X30
N90 Y20
N100 X10 CUTCONON ; Activate compensation suppression
N110 Y30 KONT ; On deactivation of contour suppression,
insert bypass circle, if necessary
N120 X-10 CUTCONOF
N130 Y20 NORM ; No bypass circle on deactivation of TRC
N140 X0 Y0 G40
N150 M30
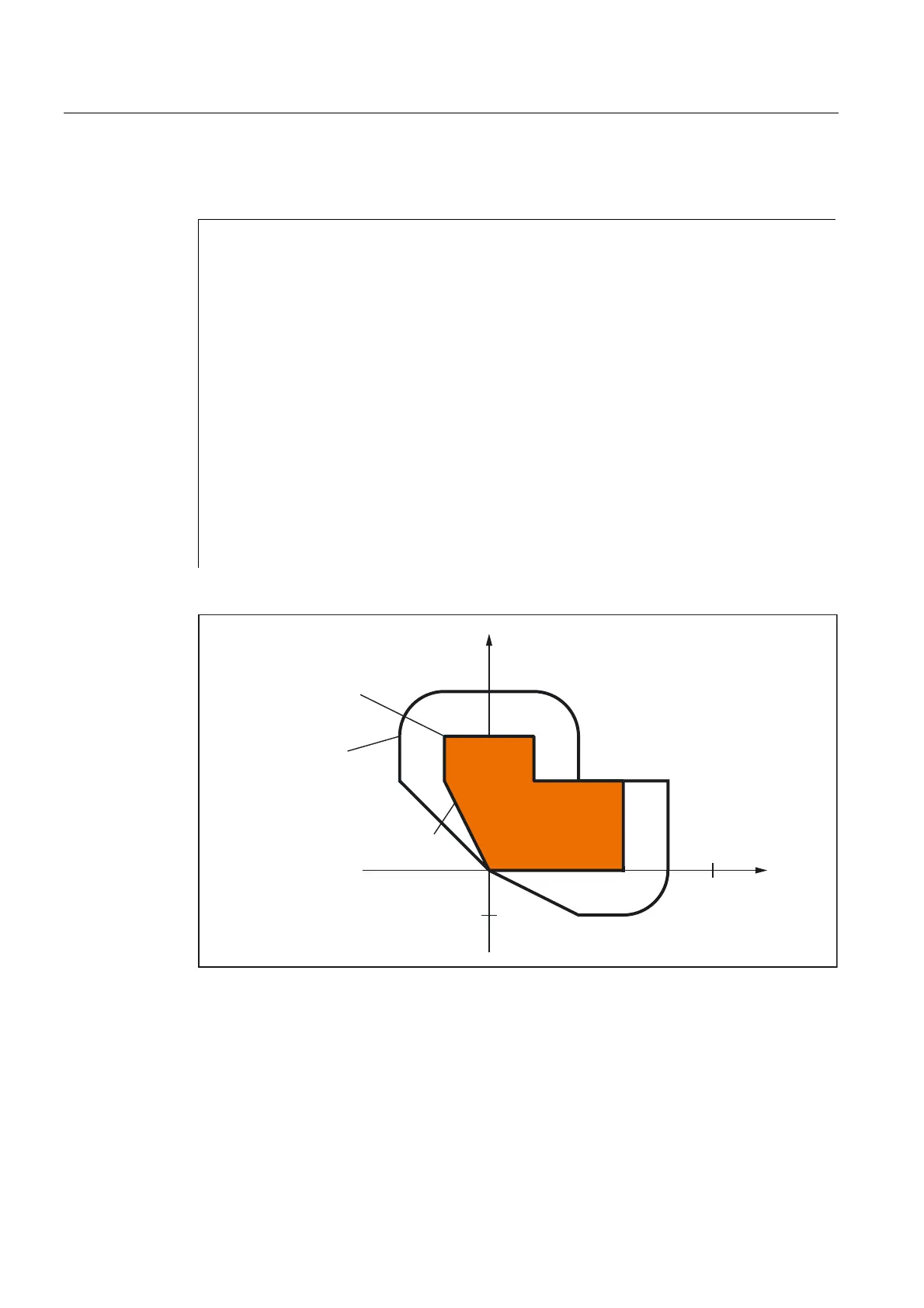
&RQWRXUZLWKRXW75&
&RQWRXUZLWK75&
<
;
1
1
1
1
1
1
11
Fig. 2-37 Sample program for contour suppression
 Loading...
Loading...














