Detailed Description
2.1 General functionality
Travel to Fixed Stop (F1)
Function Manual, 08/2005 Edition, 6FC5397-0BP10-0BA0
2-3
Functional sequence
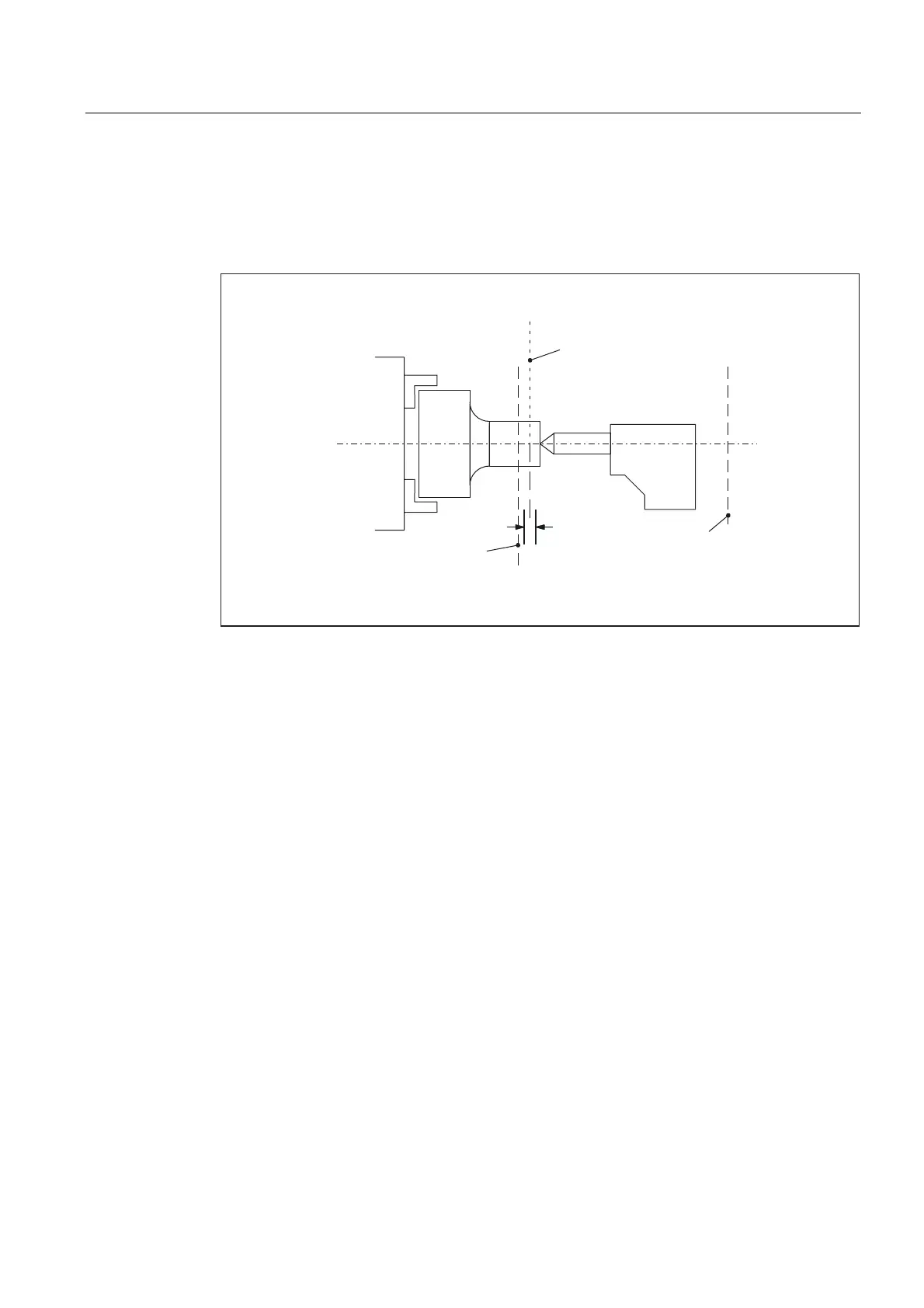
The function is explained by the example below (sleeve is pressed onto workpiece).
$FWXDOSRVLWLRQDIWHUWUDYHO
WRIL[HGVWRS
3URJUHQG
SRVLWLRQ
6WDUWSRVLWLRQ
)L[HGVWRS
PRQLWRULQJZLQGRZ
Fig. 2-1 Example of travel to fixed stop
Selection
The NC detects that the function "travel to fixed stop" is selected via the command
FXS[x]=1 and signals the PLC via the IS "Activate travel to fixed stop" (DB31, ... DBX62.4)
that the function has been selected.
When the machine parameter:
MD37060 FIXED_STOP_ACKN_MASK
(register PLC acknowledgments for travel to fixed stop)
is set accordingly, the IS waits for acknowledgment by the PLC via IS "Activate travel to fixed
stop" (DB31, ... DBX3.1).
The programmed target position is then approached from the start position at the
programmed velocity. The fixed stop must be located between the start and target positions
of the axis/spindle. A programmed torque limit is effective from the start of the block, i.e. the
fixed stop is also approached with reduced torque. Allowance for this limitation is made in
the NC through an automatic reduction in the acceleration rate.
If no torque was programmed in the block or since the beginning of program, the value
entered in the axis specific machine parameter:
MD37010 FIXED_STOP_TORQUE_DEF
(default setting for clamping torque)
applies.
 Loading...
Loading...














