Detailed Description
2.4 Closed-loop control
Velocities, Setpoint/Actual-Value Systems, Closed-Loop Control (G2)
Function Manual, 08/2005 Edition, 6FC5397-0BP10-0BA0
2-55
Tapping or thread cutting
The following applies to parameter sets for axes:
• For machine axes not involved in tapping or thread cutting, parameter set 1 (index=0) is
always used.
The further parameter sets need not be considered.
• For machine axes involved in tapping or thread cutting, the same parameter set number
as for the current gear stage of the spindle is activated.
All parameter sets correspond to the gear stages and must therefore be parameterized.
The current parameter set is displayed in operating area "Diagnostics" in the "Service axis"
display. The parameter sets for gear stages 1 to 5 are referred to as interpolation
parameters.
Parameter sets during gear stage change
Interpolation parameter sets during gear stage change:
In the case of spindles, each gear stage is assigned its own parameter set.
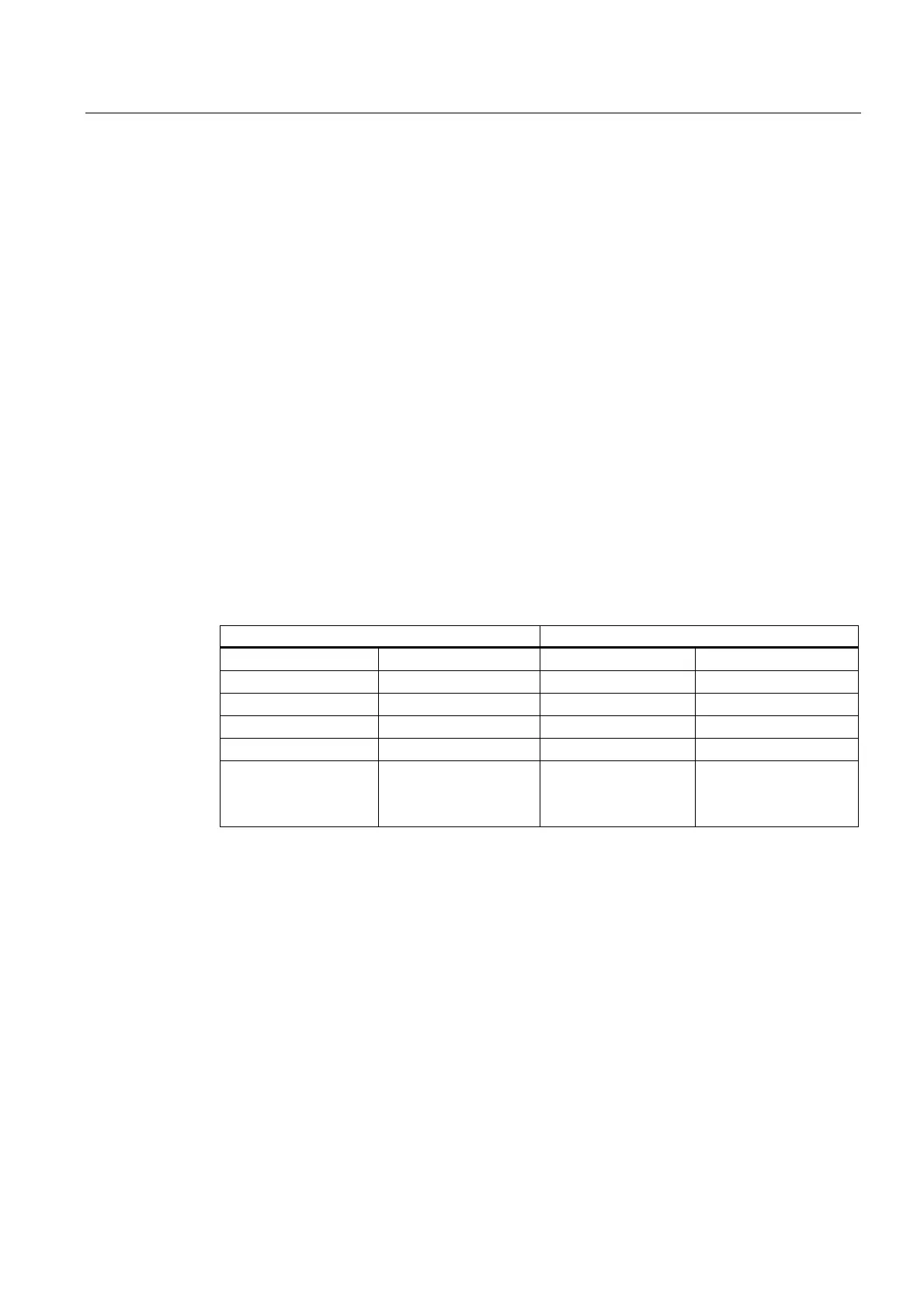
The appropriate parameter set is activated, depending on the NC/PLC interface signal:
DB31, ... DBX16.0 - 16.2 (actual gear stage).
DB31, ... DBX16.0 - 16.2 (actual gear stage) Active parameter set
000 1st gear stage 2 (Index=1)
001 1st gear stage 2 (Index=1)
010 2nd gear stage 3 (Index=2)
011 3rd gear stage 4 (Index=3)
100 4th gear stage 5 (Index=4)
101
110
111
5th gear stage 6 (Index=5)
For more information about gear stages for spindles, see:
References:
/FB1/ Description of Functions, Basic Machine; Spindles (S1).
 Loading...
Loading...














