Detailed Description
2.5 Block search
Mode Group, Channel, Program Operation, Reset Response (K1)
2-36 Function Manual, 08/2005 Edition, 6FC5397-0BP10-0BA0
Y
X
100
200
0
300
100 200 300 400
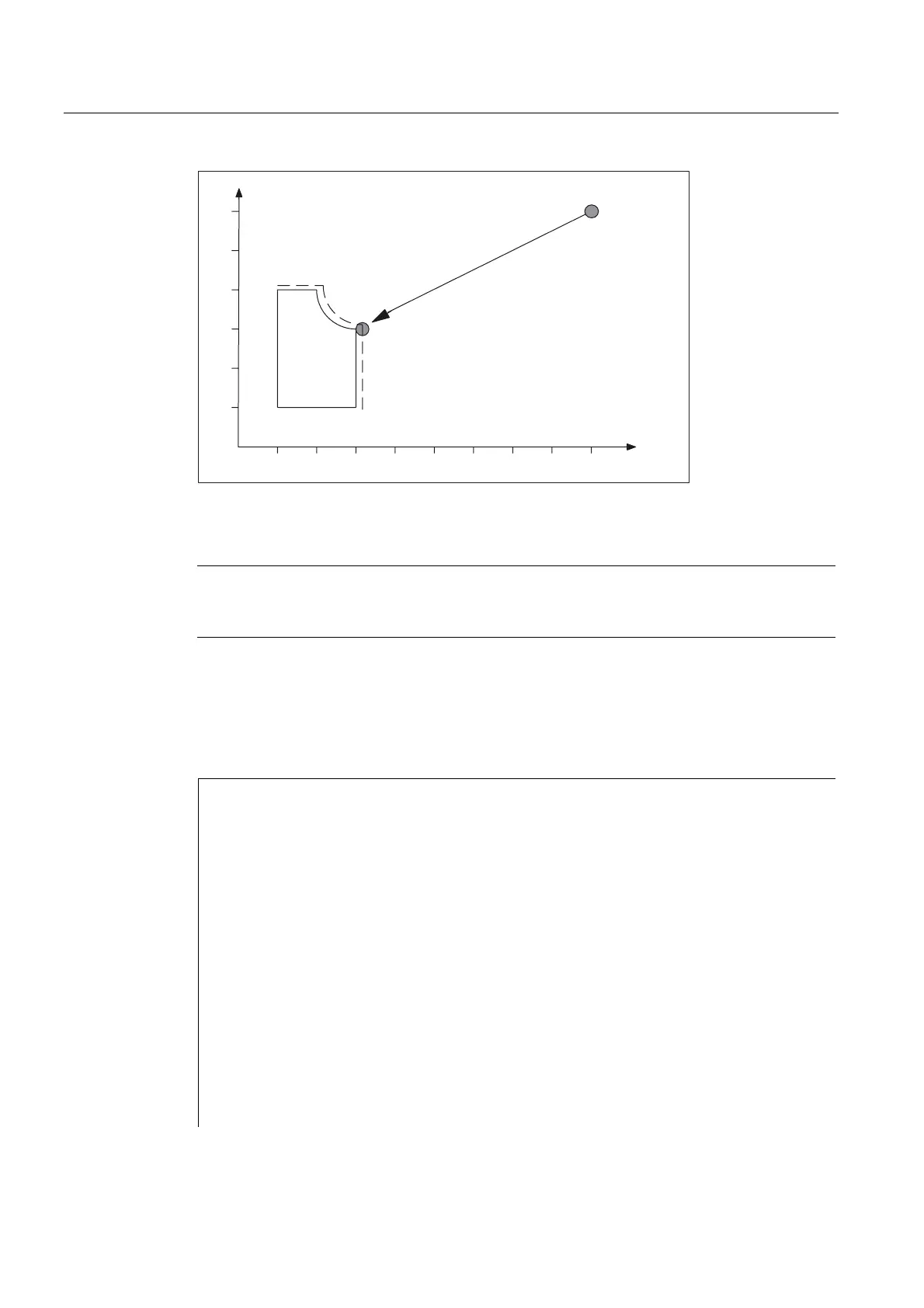
Approach point
Tool
change point
(450,300)
Approach movement
N260
Fig. 2-5 Approach movement for search to contour (target block N260)
Note
"Search to block end point" with target block N260 would result in Alarm 14040 (circle end
point error).
Part programs for Type 4 and Type 2
PROC WORKPIECE_1
;Main program
...
;Machine contour section 1 with "CUTTER_1" tool
...
N100 G0 G40 X200 Y200 ; Deselect radius compensation
N110 Z100 D0 ; Deselect length compensation
;End of contour section 1
;
;Machine contour section 2 with "CUTTER_2" tool
N200 T="CUTTER_2" ; Preselect tool
N210 WZW ; Call tool change routine
N220 G0 X170 Y30 Z10 S3000 M3 D1 ; Approach block for contour section 2
N230 Z-5 ; Infeed
N240 G1 G64 G42 F500 X150 Y50 ; Start point of contour
N250 Y150
N260 G2 J50 X100 Y200
 Loading...
Loading...














