FFS2000 Series Chapter 6: Fiber Preparation
Page 38 TTN047338-D02
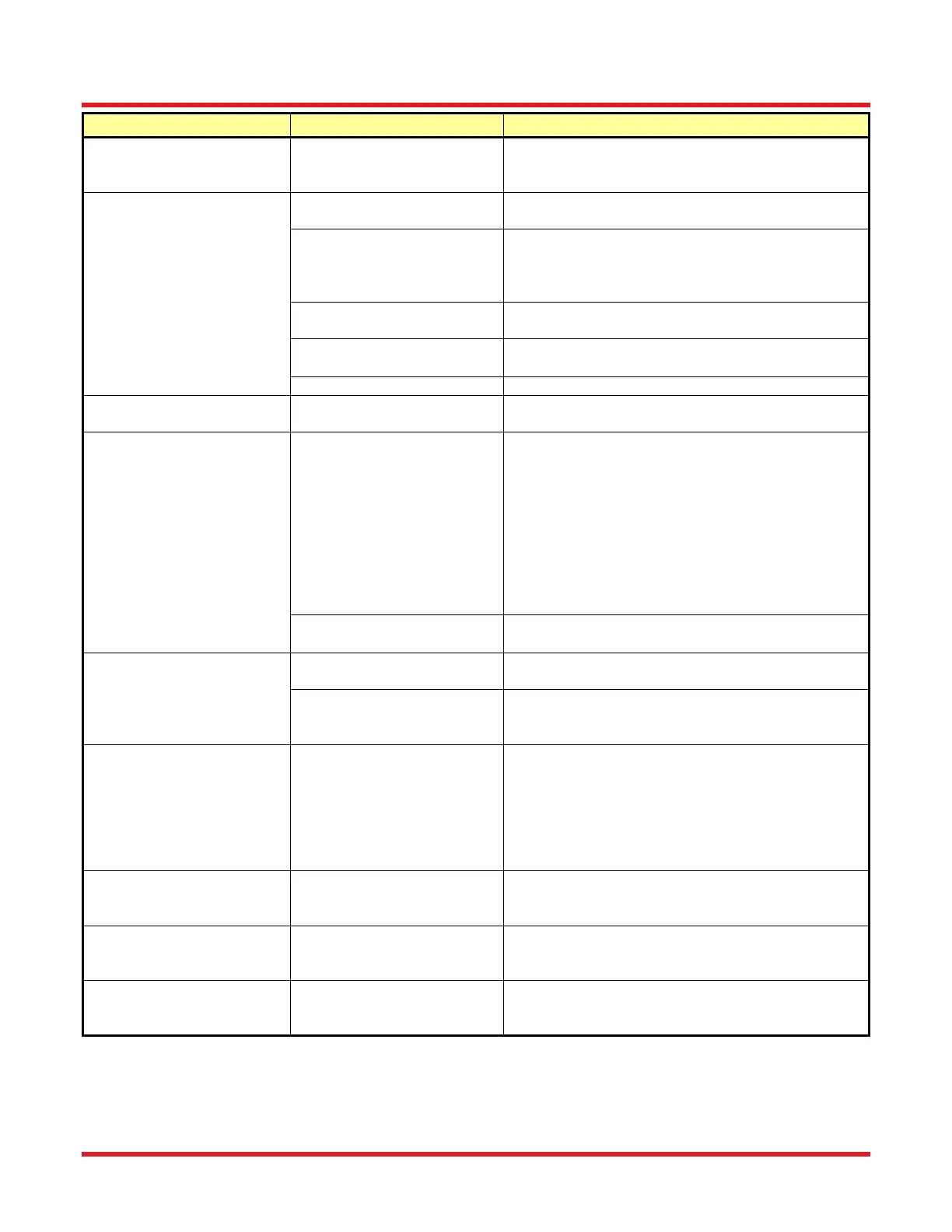
Problem Possible Cause Solution
Excessive fiber curl due to
residual deformation of the
buffer material.
Physically straighten the fiber/buffer and apply
heat to relax the residual buffer deformation.
Coating is difficult to
strip.
Soaking solution not full. The soaking container must be filled to within 1/4"
to 1/8" below the lip.
Too long between soaking
and stripping procedures
The stripping procedure should be performed
within 10 s after the soaking procedure is
completed. Additional time allows the jacket to
shrink back down around the fiber.
Soaking time too short. Leave the fiber in the coating removal soak longer
to allow the jacket more time to soften.
The stripper V-grooves and
blades are dirty.
Clean the stripper V-grooves and blades with the
soft brush or a cotton swab dipped in isopropanol.
Soaking time loo long. Reduce the time the fiber soaks in the solvent.
Coating peels back prior
to stripping.
Solvent not appropriate for
the fiber jacket.
Try an alternate solvent.
Coating peels back prior
to stripping.
Some fibers tend to peel
back after soaking.
We recommend an alternate stripping method for
fibers that peel back after soaking:
Clip off the end of the fiber using small
diagonal cutting pliers.
Soak the fiber for the desired soak time.
The coating will peel back from the end to
the soak point.
Using tweezers, carefully grasp the
coating and snap it off at the soak point
without damaging the fiber.
Fiber needs to be soaked in
acetone prior to stripping.
Some fibers strip better if they are presoaked in
acetone prior to thermo-mechanical stripping.
Coating is difficult to
strip or some coating
remains on the fiber.
Cleaning solution not full. The clean container must be filled to within 1/4" to
1/8" below the lip.
Fiber not properly seated in
the stripper V-groove.
Dirt particles may keep the fiber from properly
seating in the V-groove. Clean the V-groove and
make sure the fiber is fully seated before stripping.
Fiber getting too much or
too little heat.
Vary TMS parameters. If increasing Boost
Current, reduce Boost Time to a minimum to
reduce the risk of premature wear to the TMS
heater element. Normally background current
should be left as standard to prevent the Cleave
Block from cooling too much and acting like a heat
sink.
Soak Required Some fiber coatings strip properly only if they are
presoaked in acetone prior to thermomechanical
stripping.
Soaking solvent needs to be
changed.
The soaking solvent is good for approximately 200
strips. Properly dispose of the old solution. Clean
the soaking container and refill with fresh solvent.
Soaking time too short. Allow the coating to soak for a longer period to
further soften the jacket. Soak time may be varied
through the GUI.

 Loading...
Loading...
