FFS2000 Series Chapter 8: Recoat
Page 54 TTN047338-D02
Cure times are dependent on the mold size and recoat material, but they range from approximately 12 - 15
seconds for the Thorlabs Item # RM280 mold assembly with high-index Thorlabs Item # AB950200 recoat
material to 30 - 60 seconds with the low-index Thorlabs Item # PC373 recoat material. If you would like to use the
low-index material with your FFS2000 series system, we recommend contacting Thorlabs for assistance.
WARNING
Do not look directly at the recoat assembly while the recoat lamps are on. The recoat lamps emit ultra-
violet radiation which can cause damage to the eyes. The mold top must be closed during recoat lamp
operation.
To cure the fiber coating, use the following procedures:
1. Press the Recoat button to turn on the UV lamps. The recoat lamps will shut off automatically after the
set cure time.
2. To remove the recoated splice, first raise both FHB tops. Next, raise the recoat mold assembly top.
3. Remove the recoated fiber from the mold assembly. The fiber may remain tacked to either the top or
bottom mold plate. In this case, it may be necessary to gently pull on the fiber to release it.
8.5. Diagnostics
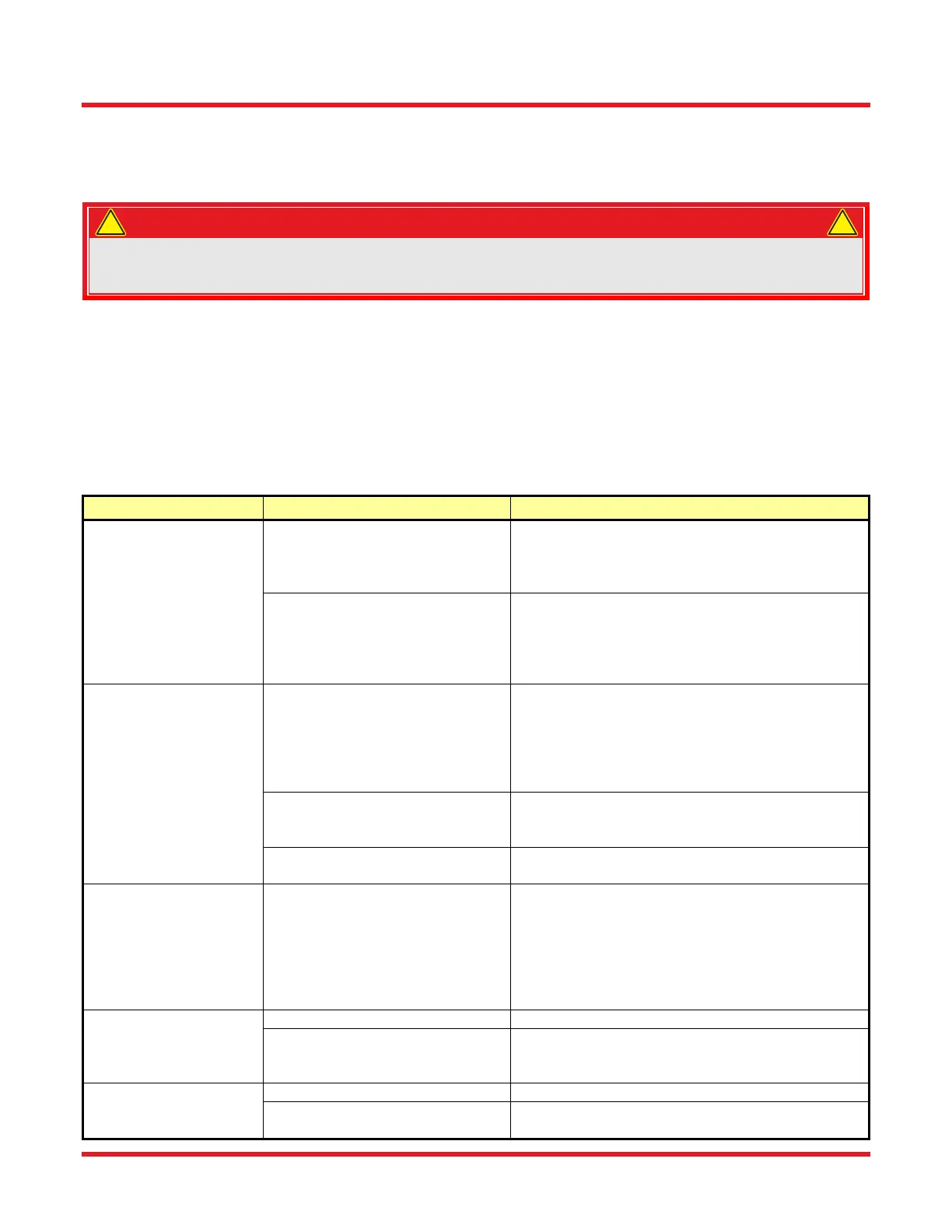
Problem Possible Cause Solution
Fiber snaps when
mold top lowered.
Recoat mold not properly aligned
to fiber.
Check that the fiber is seated in the FHB V-
grooves correctly. Check that the Tension Fiber
Process is in the splice sequence and that it has
been allowed to execute.
Grooves on recoat mold plate
and cap do not line up.
Ensure that the FHBs and Transfer Jigs used are
not those from another machine.
Align mold to single piece of stripped fiber
stretched between FHBs in transfer jig.
Contact Thorlabs for splicer servicing.
Material flows
excessively outside
of mold cavity or
does not flow down
mold cavity
(“puddling”).
Recoat mold plates are dirty. By far the most common cause of recoat
problems. Dirt between quartz mold plates will
not allow them to lay flush, causing the acrylate
to flow excessively outside the mold cavity. The
recoat mold plates should be cleaned as
described in Section 8.2.
Fiber is not taught in FHBs. Set up Post Splice Tension or ensure that the
Post Splice Tension process executes before
removing the Transfer Jig from the Splice Station.
Grooves on recoat mold plate
and cap do not line up.
Contact Thorlabs for servicing.
Flashing forms along
the length of the
recoat.
Cure time too long. This will increase the modulus of the coating and
make it stiffer. In the future, decrease the cure
time. This flashing can generally be removed by
wiping the recoated section with a dry lens tissue.
For very tough flashing, it may be necessary to
use the gray abrasive square to gently rub off the
flashing material.
Recoat feels tacky or
can be easily rubbed
off by pulling the
fiber between fingers.
Cure time too short. Increase the cure time.
One of the Recoat bulbs is
burned out.
Replace the recoat bulb. Dispose of the old bulb
with general waste or with glass waste.
Bubble in recoat.
System refilled but unpurged. Purge injection system and any tubing.
Supply of recoat material
expiring.
Refill injection system. Purge system until the
recoat flows bubble free.
!
!

 Loading...
Loading...
