FFS2000 Series Chapter 7: Splicing the Fiber
Rev B, July 21, 2017 Page 49
Lift the left side of the Transfer Jig first, then the right side. This allows the square end on the right side to
keep the Transfer Jig straight (so it does not rock towards the user or towards the back of the machine),
once the fiber is clear, then lift the RHS of the Transfer jig.
Proper Splice Optimization will avoid overheating the fiber during splicing. Overheating can be brought
about by use of an excessive splice power and/or splice time. This causes an increase in silica deposits
on the fiber, which can’t be completely removed during the fire polish step. The result will be decreased
splice strengths. Thorlabs personnel can advise on the correct methods of performing splices to avoid this
issue.
Use only Thorlabs supplied or recommended gas lines and regulators, and use the specified grade of
Argon purity. Other gas lines or regulators may contain contaminants, which could reduce splice strength.
The gas line should always be purged when the gas supply is turned on and/or whenever the gas line is
connected. Note: A low flow purge is always maintained even when the purge light is out or when the
system is shut off.
Exchange the Cleaning Solvent regularly, and wipe the Cleaning Can with clean tissue. In particular IPA
is hygroscopic and should be renewed every shift in production environments. Also take care to replace
the Vapor Shield over the Cleaning Can when not in use.
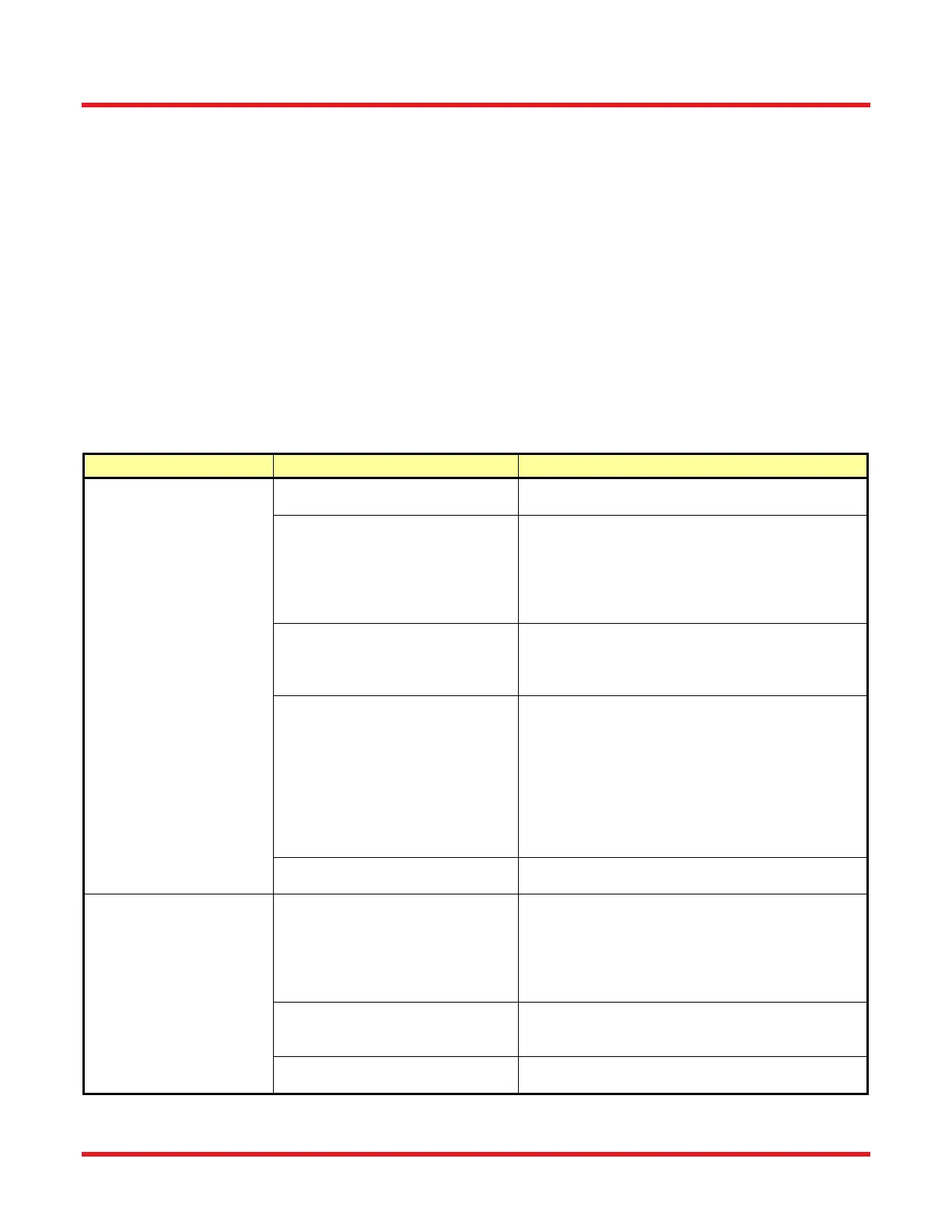
7.6. Diagnostics
Problem Possible Cause Solution
Fibers poorly
positioned on screen
Vacuum not present at v-
grooves.
Ensure vacuum is turned on and connected
properly.
Contamination present on fibers
or in graphite v-grooves.
In order to preserve splice strength use the
Load Fibers routine before removing the FHBs
from the splice station. Insert the contaminated
fiber into the cleaning station to remove excess
coating and debris. Use only the flat toothbrush
provided to clean the graphite v-grooves.
Contamination on Splice Head
surface or under Splice Cap.
Clean surfaces with a cotton swab moistened
with IPA. Take care not to brush dirt onto the
Lens Port or the mirrors. Check that the filament
is properly seated.
Fiber strip distance is too short
(Strip shoulder is unintentionally
within graphite).
Ensure that the FHB is pushed up to the Strip
Length Stops before closing the Cleave Lid. The
FHB lever should be in the forward position
when stripping, so on machines which are set
up for the very minimum strip length, neglecting
to position the lever correctly will result in the
coating hitting the edge of, or sitting within, the
Graphite v-grooves. Re-prepare the fiber in this
case.
Strip length stops are in a bad
position.
Move stops inward to increase Strip Length.
Pre-loss is high.
Coating particles adhering to
fiber prevent proper seating in
the positioner V-grooves.
In order to preserve splice strength use the
Load Fibers routine before removing the FHBs
from the splice station. Insert the contaminated
fiber into the cleaning station to remove excess
coating and debris. Use only the flat toothbrush
provided to clean the graphite v-grooves.
Background argon flow too high. Excessive argon flow above the standard 0.15
liters per minute may cause the left-hand fiber to
vibrate in the gas flow.
Very poor cleave with damage in
core region.
See the diagnostics section for the cleaving
process.

 Loading...
Loading...
