FFS2000 Series Chapter 7: Splicing the Fiber
Page 48 TTN047338-D02
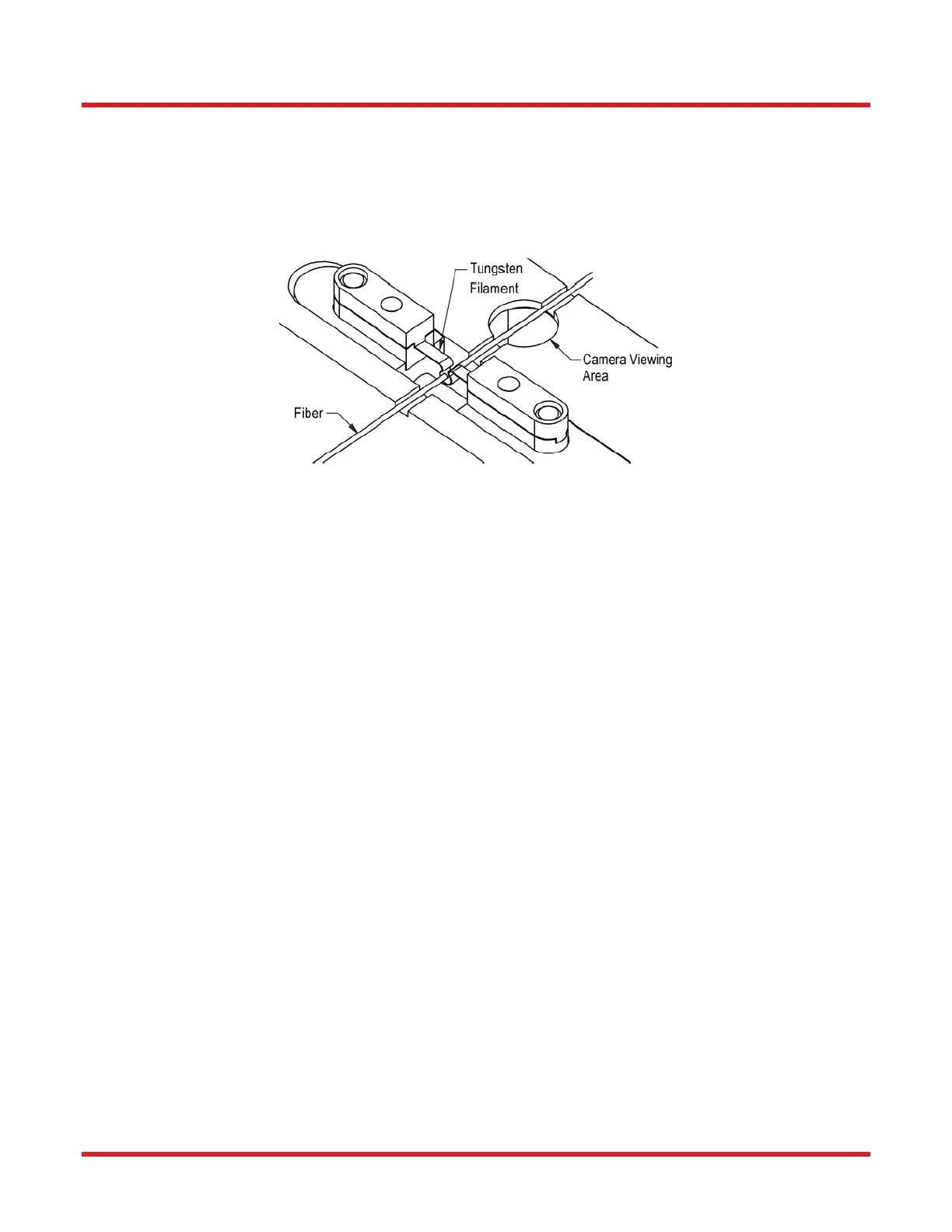
increase to splice levels for about 3 seconds to clean the system of any impurities and purge the Splice Head of
remaining oxygen. The Splice Head will then move the View To Splice Distance so that the filament is centered
on the fibers (assuming no Splice Offset is set). The filament is turned on and allowed to heat up for the user-
specified amount of time (Hot Push Delay) before the right-side fiber is pushed the distance defined as Hot Push,
bringing the fibers together. This allows any discontinuities in the edges of the fibers to "round-over", and also
increases the plasticity of the glass. The hot-push method of splicing results in a smoother splice and ensures
precise alignment.
Figure 47 Filament in Splice Position
Fire Polish
If Fire Polish is not activated (Fire Polish Power is set to zero), the Filament will turn off after the preset splice time
(On Duration) has elapsed. If Fire Polish was selected, the Filament remains on and the Splice Head will traverse
back and forth cleaning the Splice Region.
Splice Complete
After the Splicing and Fire Polishing processes are complete, the Filament shuts off, the Argon returns to
background levels, and the Splice Head returns to the view position (with the splice centered in the CCD camera
viewing area).
The spliced fibers are displayed in the Side View image (Back or Front View). When an Automatic One Button
Splice is completed, a small amount of tension is put on the fiber, which helps when removing the Transfer Jig to
avoid touching the Filament with the completed Splice. The amount of tension placed on the fiber can be specified
by selecting SpliceSet-UpPost Splice Tension… from the menu bar.
7.5. Guidelines for Achieving a High Strength Splice
The following guidelines are helpful in achieving a high-strength splice:
Splice strength will be seriously decreased by any abrasion to the glass surface. Care should be taken
not to touch the stripped portion of the fiber with fingers or try to wipe the bare fiber with a cloth or brush.
If small pieces of coating remain on the glass surface after stripping, do not try to restrip the coating. If the
coating pieces cannot be removed by ultrasonic cleaning or by a quick “dunk” in a soaking solvent, break
off the section of bare fiber and then prepare the fiber again
When positioning the fiber at the splice station, it is important not to knock or rub the fiber against any
surfaces except the vacuum graphite V-grooves.
Always perform a Load Fibers operation when loading the fibers into the splice station and, if it is
necessary, to remove unspliced fibers from the Splice Position.
Do not lift the FHB lid (which acts as the coating clamp) before removal of the Transfer Jig from the
splicing station. After the fiber is spliced, a slight tension is placed on the fiber to minimize the chance of
abrading the fiber during removal. If the FHB coating clamps are opened, the tension will be released.

 Loading...
Loading...
