l
For Easy-To-Cut Materials (like carbon steel and
aluminum) Reduce the feed rate to half the normal
rate for 50-100 square inches.
l
For Hard-To-Cut Materials (like nickel-based
alloys, hardened steels, tool steels and stainless
steels) Reduce the feed rate to 3/4 the normal rate for
25-75 square inches.
l Gradually increase to the normal cutting rate over the
next few cuts, adjusting speed slightly if necessary to
avoid vibration.
6.3 CHANGE THE SPEED
Note: For information on selecting a blade cutting
speed, see a machinist's handbook.
To change the blade cutting speed:
1. Power off the bandsaw and disconnect it from the main
air supply.
a. Push the Emergency Stop button on the operator
panel to lock it into the disabled position.
b. Turn the Main Disconnect switch to OFF.
Mains power is disconnected from the machine.
c. Disconnect the air line from your site from the input
port on the FRLFilter-Regulator-Lubricator.
2. Open the pulley cover.
3. Loosen the clamping bolt under the motor.
4. Turn the belt tensioning bolt counterclockwise to loosen
the tension on the belt. Continue to turn the bolt until
you can remove the belt from the pulleys.
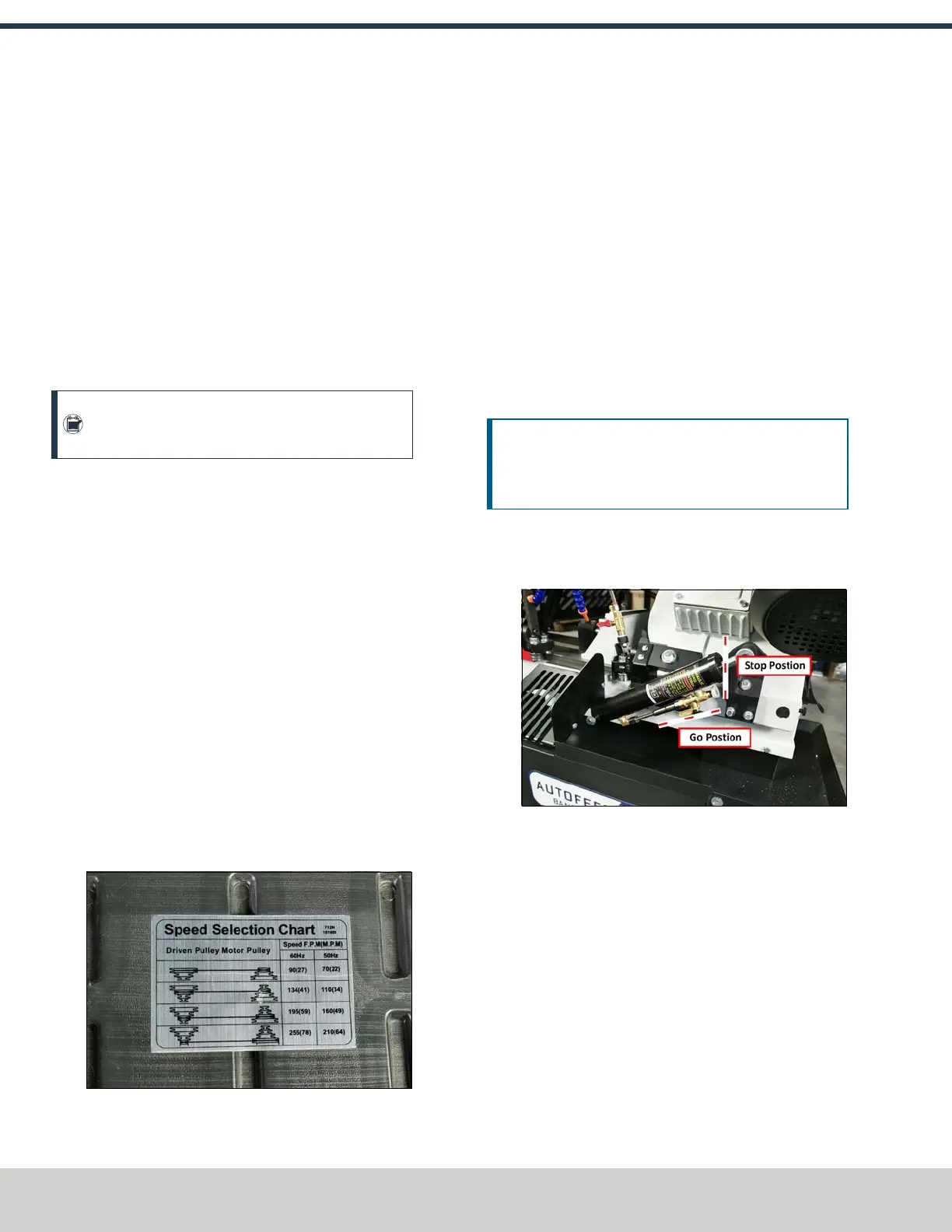
5. Move the belt from one position on the pulleys to
another. Refer to the speed selection chart inside the
pulley cover for more information.
Figure 6-11: Speed selection chart inside the pulley
cover.
6. Turn the belt tensioning bolt clockwise to increase the
tension on the belt.
7. Firmly push the belt between the pulleys. If it's properly
tensioned, the belt should move approximately 1/2 in. If
it's not properly tensioned, repeat Steps 6 through 7.
8. Tighten the clamping bolt.
9. Close the pulley cover.
6.4 CHANGE THE FEED RATE
Determine the feed rate by observing how the bandsaw is
operating and the chip formations that it's cuts are producing.
NOTICE! If the feed rate is too high, it could cause stalling
or the blade to break. If the feed rate is too low, it could
dull the blade too quickly.
To change the feed rate:
1. Open the hydraulic flow on the blade feed lever: turn the
lever so that it's inline with the cylinder.
Figure 6-12: Blade feed lever.
2. Adjust the feed rate:
l
To Increase the Feed Rate Turn the dial on the
blade feed lever counterclockwise.
l
To Decrease the Feed Rate Turn the dial on the
blade feed lever clockwise.
3. Close the hydraulic flow on the blade feed lever: turn the
lever so that it's perpendicular with the cylinder.
©Tormach® 2024
Specifications subject to change without notice.
Page 34 UM10825: AF50+ Autofeed Bandsaw Operator's Manual (Version 0324A)
For the most recent version, see tormach.com/support
6: BASIC OPERATIONS