上海维宏电子科技股份有限公司
Weihong Electronic Technology Co., Ltd.
Specialized, Concentrated, Focused - 95 -
―AREAMAX-1‖, then Z2 axis will be activated.
In alternative mode, machine will execute the following actions if T command is met.
1) Z1 axis stops;
2) Z1 axis raise to the position ―AREAMAX-1‖;
3) Z1 axis is disabled;
4) Z2 axis is enabled and selected.
Note:
In linkage mode, at least one Z axis is activated, while in alternative mode, only (at most) one Z axis can be
activated.
4.1.2 Tool Measurement
In Dual Z-axes system, tool measurement can be divided into first calibration/calibration after tool
change (―Second calibration‖ on the screen), set Z1Z2 tool length (also known as fixed calibration) and
mobile calibration.
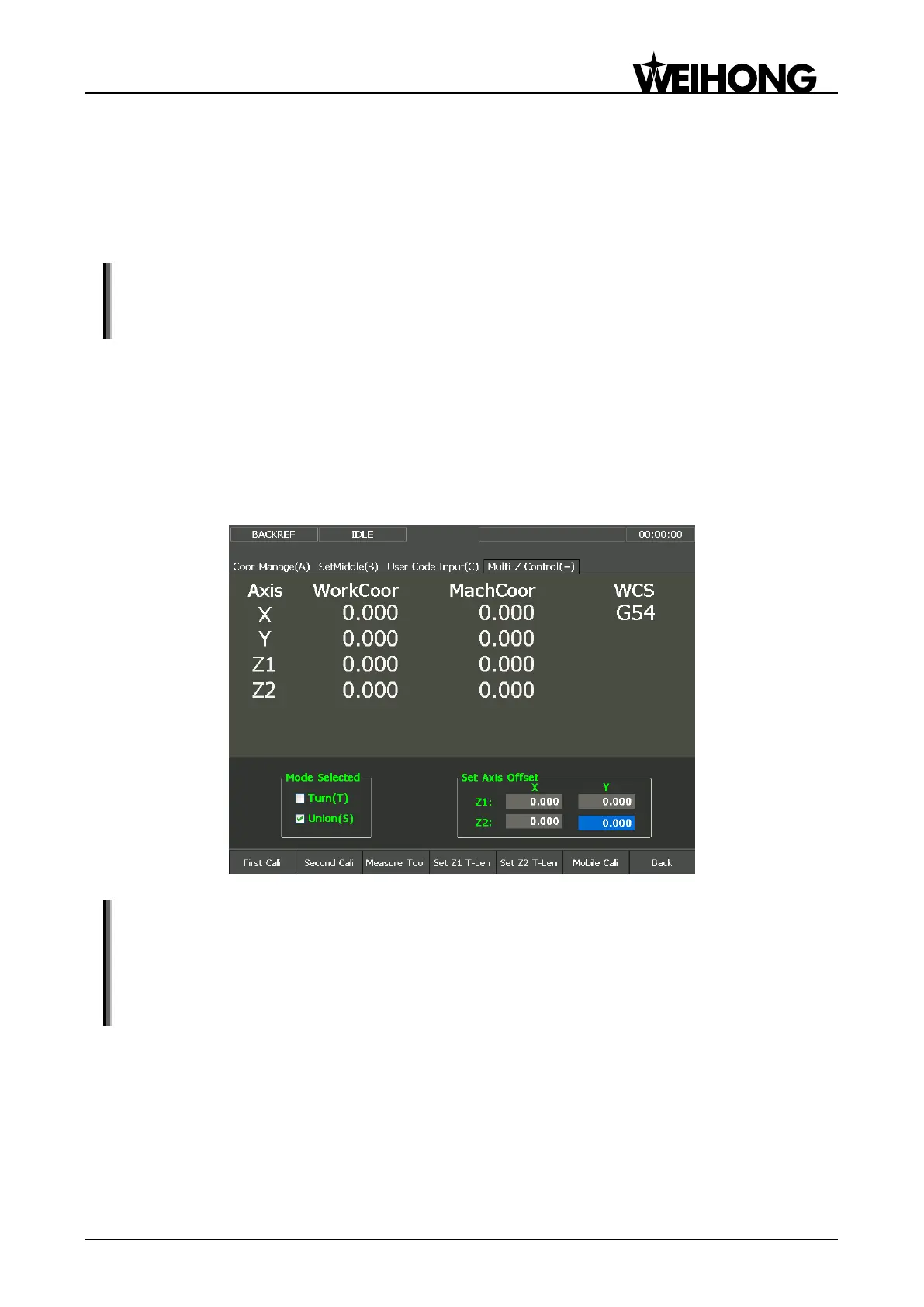
On the sub-screen [Multi-Z Control(=)] under [Coor] function area , press F4 [Tool cali] to enter tool
measurement screen. Specific operational steps are similar to the introduction in chapter 3.6. You can
turn to chapter 3.6 for details.
Fig. 4-2 Multiple Z axes control---Tool measurement
Note:
If both Z1 and Z2 axes are active, when tool measurement is being executed:
1) With dual tool presetter, two Z axes will raise to the position ―AREAMAX-1‖, and then execute tool calibration.
2) With only one tool presetter, two Z axes will raise to the position ―AREAMAX-1‖, then Z1 axis will execute tool
calibration first. Tool calibration in Z2 axis will be executed after calibration in Z1 axis is finished.
4.2 Special Parameters
For dual Z axes system and standard four axes system, most parameters share the same
parameter name while their parameter number may be different. The following parameters are those
specifically exist in dual Z axes. And for those in common, please refer to chapter 7 to view all
parameters in standard four axes system.
 Loading...
Loading...