上海维宏电子科技股份有限公司
Weihong Electronic Technology Co., Ltd.
Specialized, Concentrated, Focused - 47 -
presetter position in fixed calibration
Positive Travel Limit (MCS)
Y coordinate of fixed cali
block
Z coordinate of fixed cali
block
The measurement method for parameter ―Cali Block Thickness‖ is as below:
Manually move the Z-axis to a certain point over the workbench surface→ shift down its tool
nose until reaching the surface of workbench→ the system will record current coordinate Z1 of
Z-axis.
Uplift Z-axis→ put the tool presetter on the workbench surface→ shift down Z-axis slowly until
reaching the tool presetter and getting the presetter signal→ the system will record the current
coordinate Z2 of Z axis
Subtract Z1 from Z2, and the result equals to the thickness of tool presetter in fixed calibration.
Manually enter this value into this parameter.
3.6.4 First Calibration/ Tool Calibration after Tool Change
The operation steps are as below:
Firstly, manually move Z axis to workpiece surface, and then confirm the workpiece origin by mobile
calibration or manual clear (the method for manual clear: press F6 [Clear], and then press F4 [Z
Clear] in the new pop-up manipulation button bar).
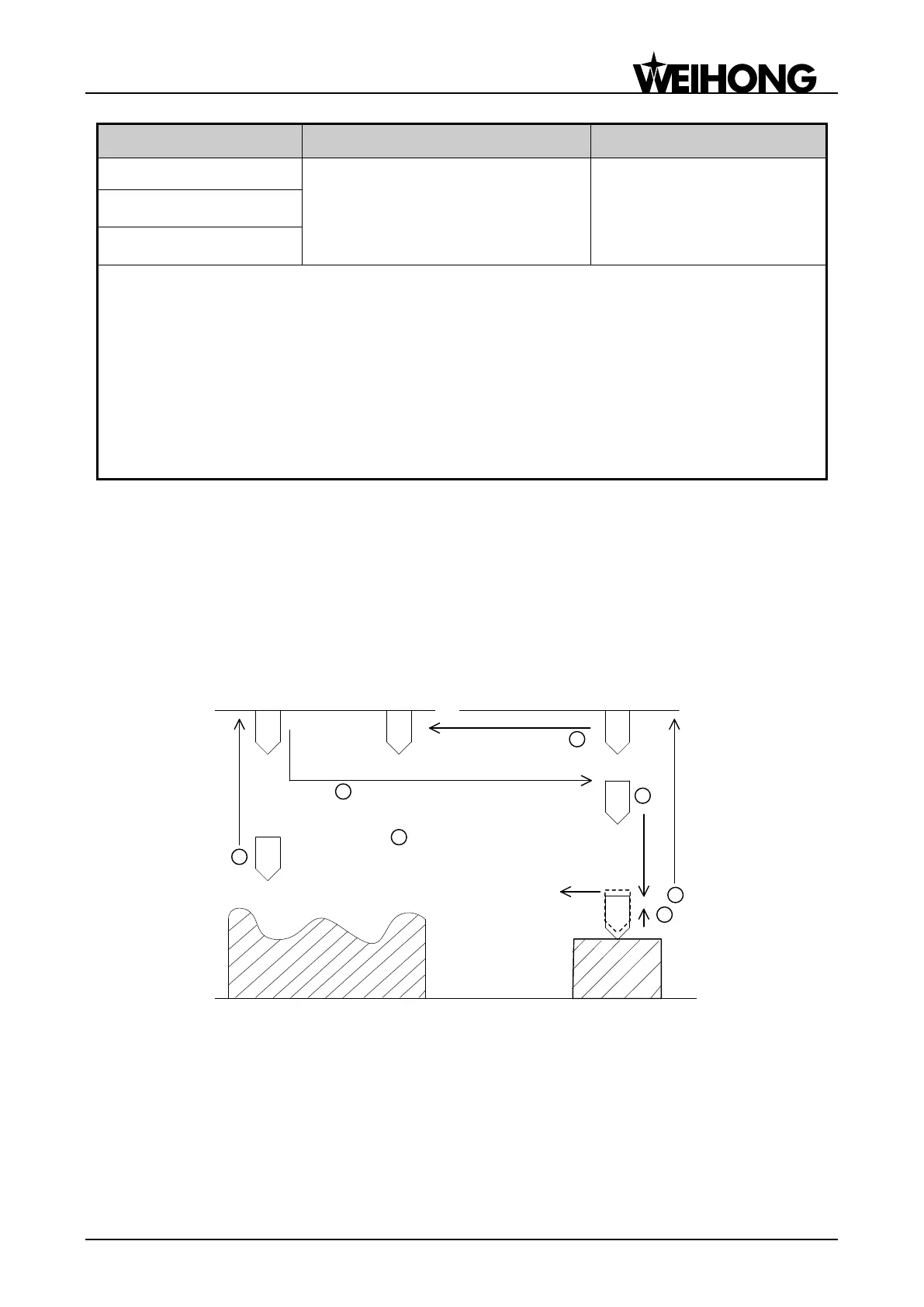
Secondly, press F5 [Preset], and then press F1 [First Time] to execute the first calibration in the new
pop-up manipulation button bar, and the system will record the current machine coordinate value of
Z axis automatically, as shown in Fig. 3-20. The system ends this process automatically.
Record current Z axis
machine coordinate
Top
3
4
Up 1mm
To tool
presetter
5
Up to the top of Z axis
6
Back to upper side of
workpiece origin
2
To machine coordinate of tool presetter
Up to the top of Z axis
1
Workpiece Origin
Fig. 3-20 First calibration
The first calibration finishes and workpiece machining begins.
After tool change or tool break, press F5 [Preset], and then press F2 [After Tool Change] in the new
pop-up manipulation button bar to restore the Z workpiece coordinate value of current point, as
shown in Fig. 3-21. The system ends this process automatically.
 Loading...
Loading...