Car-O-Liner Group AB CTR9
88 49023, EN - rev. 4, 2020-01
6.10.5 Single spot welding
The maximum electrode-side sheet thickness is 1.5 mm; the thickness of the
sheet on the opposite side should however be higher. Prior to welding, en-
sure that the sheets are perfectly clean and close lying.
For optimum results, use a single spot electrode in good condition (with
rounded tip) and with a maximum electrode tip diameter of between 3.5 and
4.5 mm; you can also use a suitable electrode cap.
Always attach the work piece clamp to the lower sheet or, if the weld zone
cannot be accessed from the rear, press the work piece clamp against the rear
plate by using the copper lug that was delivered together with the other
equipment. Already welded spots produce a parallel resistance, and thus an
energy loss. To reduce this loss to the greatest possible extent, the following
spots must be welded in direction to the ground clamp.
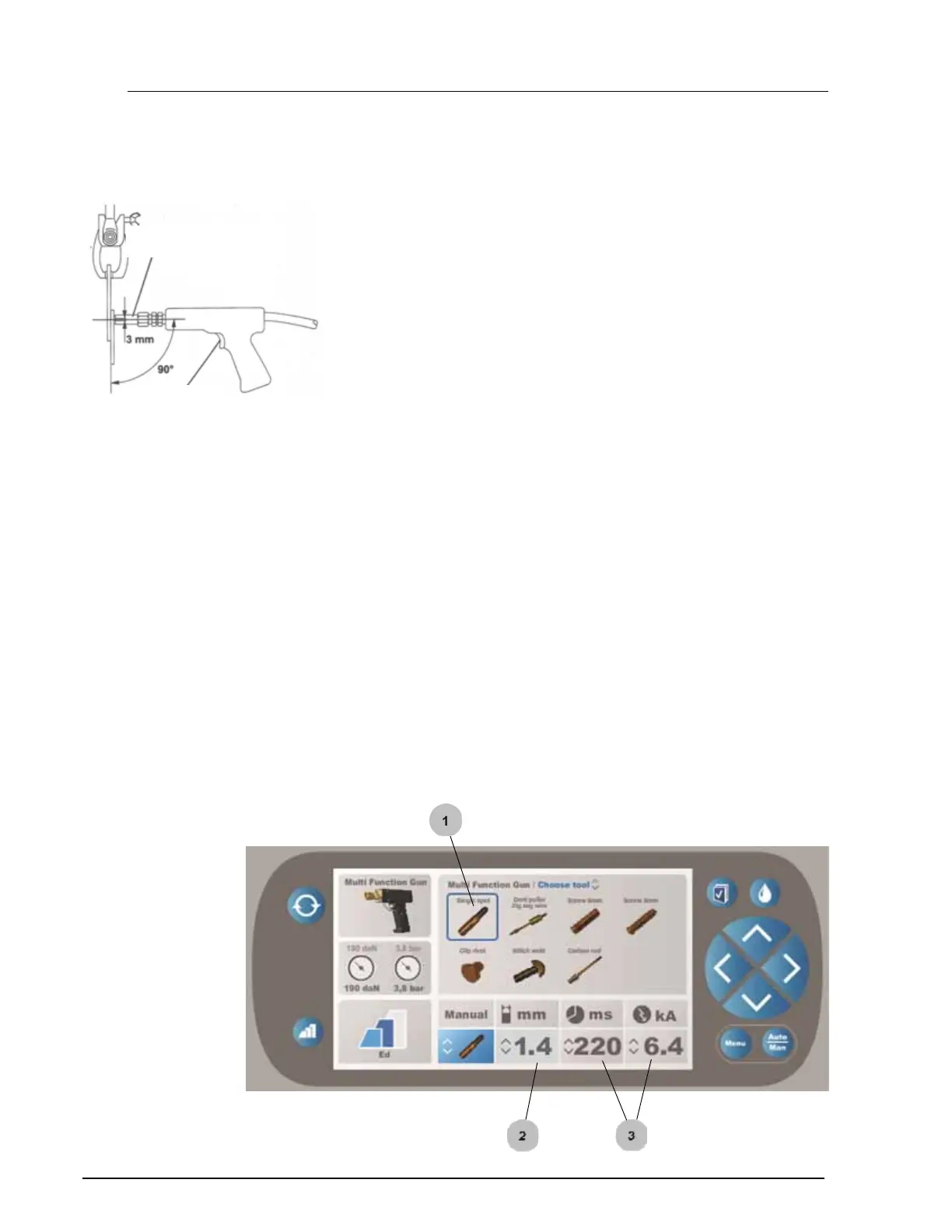
Place the gun with the single spot electrode at right angle onto the sheets to
be welded, press strongly (approx. 80 kg) against the sheets and activate the
trigger. (See figure above).
Reference and welding values are automatically set by the chosen material
thickness.
1. Select "Single spot" tool by pressing the "up/down" button.
2. Set the total sheet material thickness. Welding time and current will
be automatically set ("right/left" button)
3. Manual setting of welding time and current ("up/down" button).
Single spot electrode
Trigger